Liquid colors and batching systems for liquid color




Liquid color pigment preparations have been successfully used for coloring concrete for decades. A look at the individual areas of applications in the concrete industry makes it apparent that liquid colors are in broad use: not only concrete paving blocks and concrete roofing tiles and many other products made of no-slump concrete are colored with pigment suspensions: precast concrete components and ready-mixed concrete have also been colored for a number of years with liquid color.
This was made possible by the normative specifications in DIN EN 12878: “Pigments for the coloring of building materials based on cement and/or lime - Specifications and methods of test.” These guidelines make the preparation of liquid color mix formulations possible for use in reinforced concrete [1].
The use of liquid colors, compared to solid pigment forms, powder, granules, and compact pigments [2] has advantages and disadvantages. The crucial advantages that speak for the use of liquid color are the following:
» The pigment particles are completely dispersed in the liquid color. No great energy is required for mixing, as is needed for mixing solid pigment forms to completely disperse them to develop their full color strength. Liquid colors need only be homogeneously distributed, which is easily accomplished, even in unfavorable mix situations (like those prevailing, for
example, in truck mixers).
» It is possible to intermix additional admixtures so that the concrete manufacturer gains additional benefits (e.g., protection from efflorescence and greater color depth).
» The batching technology needed to dispense the liquid color is often considerably less costly than comparable plant engineering for solid pigment forms.
The disadvantages are almost exclusively due to the fact that the preparation of liquid colors, apart from the pigments,
involves greater quantities of water. By optimizing color mix designs and the technology of the batching plant, almost all of these system-related disadvantages are eliminated or minimized in their practical effect:
» The existing water in the liquid color makes it susceptible to the action of frost. This can be remedied by using appropriate frost-protection agents as required. During longer idle times
in winter, the batching plant can be made winterproof through antifreeze agents.
» The high water content leads to higher freight costs. This factor can be reduced through the use of suitable dispersing agents that enable a very high pigment content, of up to 60 %.
» The admixtures in the liquid color can be attacked by bacteria or fungi. This can be counteracted by the addition of preservatives.
» Another system-related negative property is the settling behavior of the liquid color. Pigment sedimentation leads to inhomogeneity and can result in different nuances of color strength in the concrete. There are means available, as summarized below, for counteracting these effects, both by the mix design and the batching plant technology, to completely eliminate the negative effects of this inclination to settle:
The use of thickening agents, so-called rheology agents, gives the liquid color a certain viscosity. These rheology agents ensure that the color pigments, whose chemical density often ranges between 4 and 5 kg/l, a notably higher density than water, are kept in suspension as long as possible. Good state-of-the-art liquid color formulations guarantees pot lives of up to six months. Many users also use a color container over longer periods of time – up to a whole year – without problem.
Modern liquid colors are composed in such a way that they can be kept homogeneous without the use of agitators. However, when they are processed in a batching plant, they still require additional mechanical support to prevent sedimentation in the entire system.
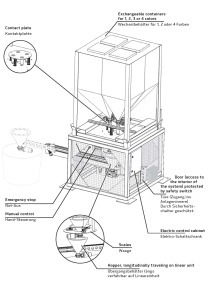
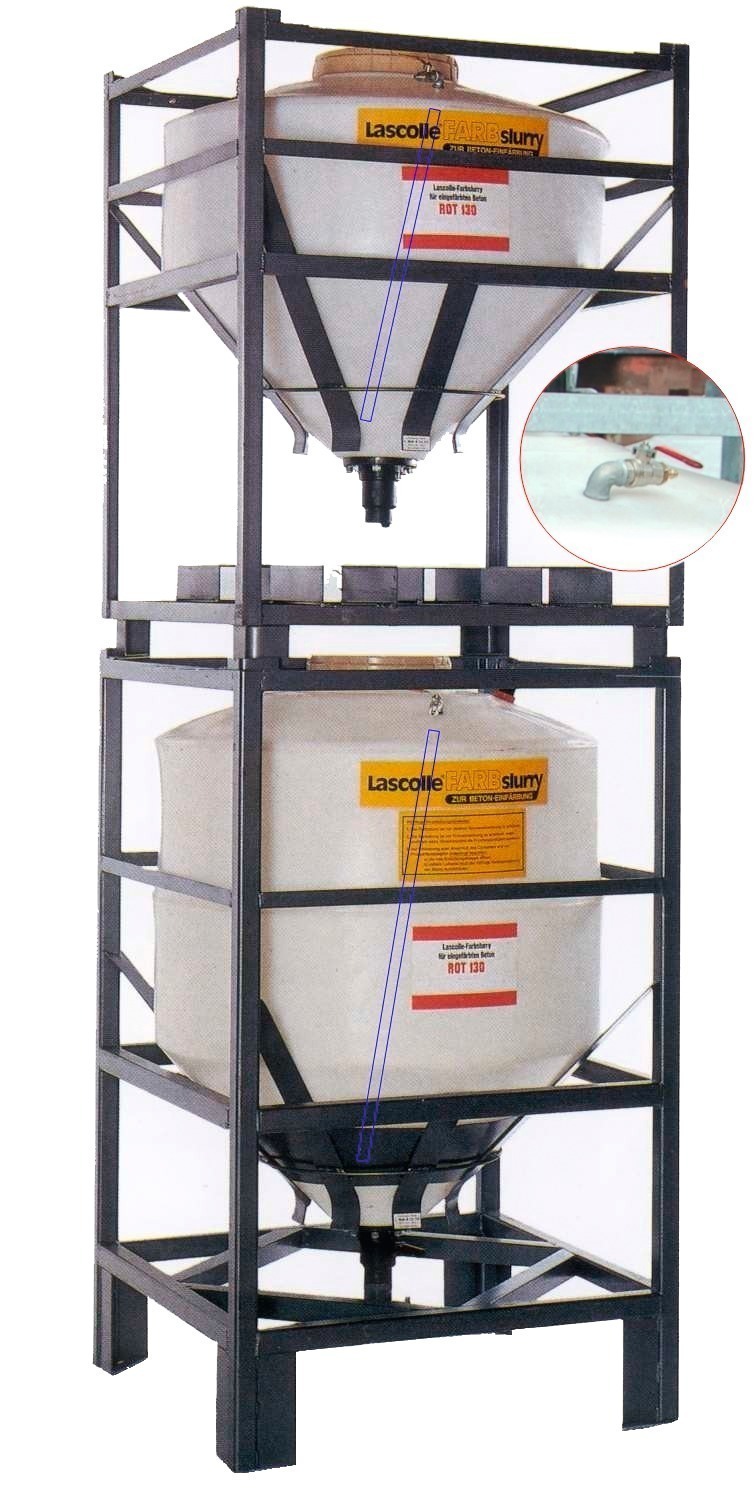
Liquid color stored in a color storage container near the batching plant, the so-called floor-mounted container can settle in the course of time. To keep the liquid color in a floor-mounted container, which, when used with stationary batching systems, is permanently connected to the hose system, in a homogenous state even over longer periods of time (up six months) one now uses air, instead of agitators. An air lance in the storage container that reaches down to the floor (Fig. 1) makes sure that the color stays homogeneous. The air that flows through the lance in the container penetrates the liquid color and results in a homogenization of the suspension. The conical shape of the container, shown in Fig. 1, supports the effectiveness of the aeration. The delivery containers supply the floor-mounted containers with color. For this purpose, the delivery container is placed atop the floor-mounted container and the color is discharged into the it. Because the floor-mounted container (Fig. 1) has a considerably larger holding capacity than the delivery container, the color can be emptied into the floor-mounted container even before it is completely empty. In this way, the plant is kept fully operational at all times. The delivery containers are also fitted with an air lance for loosening up the liquid color by aeration after longer idle times. The conical shape of the delivery container and the discharge opening at its lowest point facilitate complete evacuation of the color from the delivery containers.
The second systematic area of risk regarding sedimentation is the hose system: in stationary batching systems (in contrast to the mobile batching system described later on), a separate hose line should be installed. This will eliminate the need for complex cleaning processes after a color change. When every color is allocated its own line, then the line also becomes a permanent part of the hose system. Here, the risk of sedimentation must also be eliminated. The conduction systems in typical use today are designed as circulation lines. The liquid color is here pumped around the batching vessel and conducted back into the floor-mounted container. The liquid color should be circulated automatically (2 times 5 minutes) to prevent the pigments from settling in the hose system.
The circulation of the color should extend throughout the hose system. Dead zones are additional weak points where the color can settle. A critical area in the past used to be where the liquid color is discharged via color scales. The tee section previously in use was closed via a rotary disk or pinch valve. In the past, this tee section could not be included in the circulation line and used to present a risk area, in particular during prolonged idle times, with regard to pigment sedimentation. Of late, three-way valves are here used that eliminate these dead zones and that let the liquid color circulate freely in the entire hose system. In batching systems that are fitted out in this way, liquid color sedimentation can be prevented in the entire system.
Compressed-air diaphragm pumps that keep the liquid color in the measuring vessel in circulation have proved to be very reliable and highly resistant to wear in operation. Hose pumps are also used for coloring concrete. In all other areas, in particular where liquid color is used in continuous processes, eccentric screw pumps are also in use. These, however, are more susceptible to wear than the diaphragm pumps. The gear-type pumps used for processing the admixtures for the concrete are subject to fast wear when used to pump metal-oxide pigment slurries, due to the abrasive effect of these pigments.
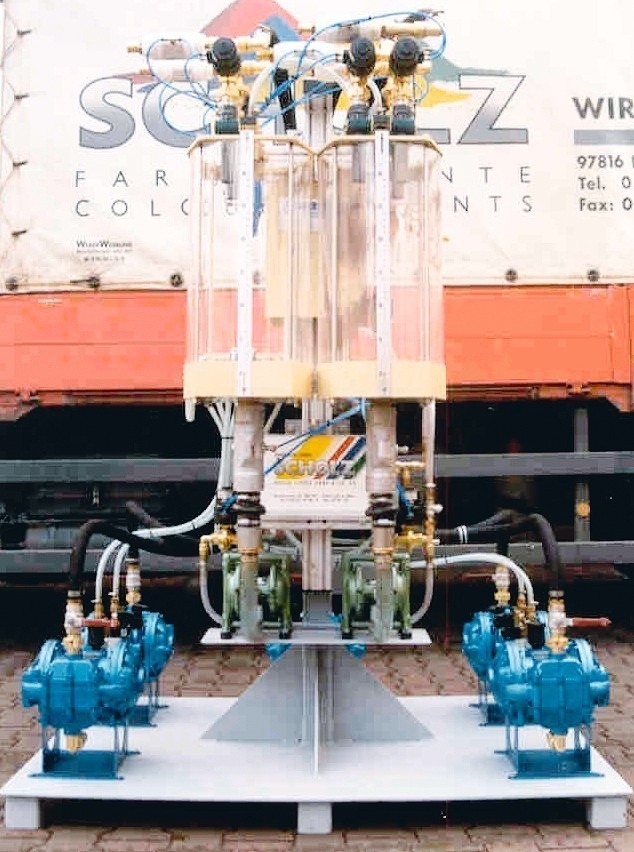
Today, chamber scales are in general use for measuring out liquid color (Fig. 2). A separate chamber for light colors and a chamber for dark color shades are commonly installed. White color is in most cases weighed out in an own chamber, sometimes black liquid as well. Frequently, the admixtures are weighed out on the same scales, but in a separate chamber, so that in practice scales with up to five chambers are in use. The size of the chamber is determined by the color quantity required for a specific concrete mix; typical chambers have a holding capacity of 25 l. After the color has been weighed, it is discharged in free fall directly from these scales, which are mounted above the concrete mixer. After the color has been discharged, the chamber is automatically rinsed with water to prevent color pigment from sticking to the scales.
The batching cylinders frequently used in the past, with which liquid color was volumetrically measured out, are today rarely encountered. One reason for this is that pigment manufacturers base the adjustment of the color strength on the mass of liquid color rather than on a specific volume. It is possible to convert the mass into volume by using the density of the liquid color, but batch-related changes in density can occur also with liquid colors. Accordingly, an additional differential factor comes into play here that, in some circumstances, can cause fluctuations in color strength in the concrete product.
Encasing the scales in metal housings, as practiced by some manufacturers, has not proved to be successful. The housing makes access to these plant components for service and maintenance work very difficult. To prevent the weighing chamber from getting dirty, covering the individual chambers is sufficient. Access to the chamber and other parts of the equipment remains in this way unobstructed.
Activation of the individual plant components (scales, pumps, etc.) takes place by compressed air. Today, color batching systems are mostly integrated in the modern mixer control and/or plant control of a concrete plant. Another possibility is to equip the color batching system with its own control system, including an interface to the mixer control, in order to integrate color batching in the mixing process.
Mobile batching systems
The coloring of structural precast components and ready-mixed concrete has considerably increased in the past ten years. Some precast plants are already now equipped with batching systems for the color used. Plants where color is used only project-related and where no permanently installed batching systems are installed, can avail themselves of so-called mobile batching systems, particularly for processing liquid color. Service-oriented color manufacturers provides these precasters job-related with these systems. At this time, there are three different types of mobile batching systems available:
This type of batching plant is primarily offered to precasters. The scales, as described in Figure 3, are mounted on a steel frame positioned directly next to the liquid color containers. Because the scales for this type of plant are not placed above the concrete mixer (as is the case with the above-described stationary batching plant), the color must be pumped from the scales into the concrete mixer. Pumping of the color to the mixer takes place by means of a compressed-air diaphragm pump, the same as used for filling the scales. To ensure that all of the color gets into the mixer, an air-blower with compressed air is installed downstream from the pump. Alternate rising of the hose (with the rinsing water from the scales), followed by blowing with air, completely evacuates the hose, flushing it at the same time. This type of plant can also be fitted with multi-chamber scales together with several discharge pumps so that several colors can be processed in parallel.
Color quantities of more than 30 kg can no longer be batched in a single weighing process. Several weighing processes would be necessary to make color batching possible. A case like that can occur when the liquid color has to be added to the concrete in the truck mixer. The coloring of concrete in the truck mixer has already been described before [3]. In such cases, a mobile batching plant with inductive flowmeter can be used. Here any desired amounts of color can be batched with sufficient accuracy. An individual batching process is limited only by the amount of color in a container. This type of plant is suitable only for the use of just one color type. Successive color changes are, of course, possible. Care should be taken that the measuring device is readjusted after every color change. This is necessary because the parameter relevant to a measurement, the electric conductivity, varies from one pigment type to the next.
This type of plant is in a way a combination of the two systems described above. The color container stands on a scale and color batching takes place by negative weighing. Here, too, the color weighed for every batching process is limited only by the content of the container. This plant type can also only batch one color at a time. Systems like that can be universally used, i.e. both in ready-mixed concrete and precast plants.
Summary
Accordingly, the present state of technology is such that liquid colors can be efficiently used for coloring concrete for every conceivable application with sufficient precision. A customer-oriented liquid color manufacturer supports users in this by supplying them with the required product and delivery quality as well as with consulting advice specific to a given application and batching situation.
Dr. Peter Weber