Charakterisierung von PCE – Ein praktischer Ansatz für die schnelle Qualitätskontrolle in Mischanlagen




In der chemischen Zusatzstoffindustrie sehen sich Mischanlagenbetreiber häufig mit einer kritischen analytischen Lücke konfrontiert. Dieser Artikel stellt eine pragmatische und kostengünstige Methodik zur schnellen Charakterisierung von PCE-Zusatzstoffen unter Verwendung von Standard-Laborgeräten vor, die in Produktionsumgebungen allgemein verfügbar sind.
In der chemischen Zusatzstoffindustrie sehen sich Mischanlagen häufig mit einer kritischen analytischen Lücke konfrontiert. Während Rohstoffhersteller routinemäßig fortschrittliche Verfahren zur Charakterisierung von Polymeren wie Gelpermeationschromatographie (GPC), Fourier-Transform-Infrarotspektroskopie (FTIR) und Kernspinresonanz (NMR) anwenden, sind diese Methoden für Mischanlagen aufgrund der hohen Kosten, der Anforderungen an die Infrastruktur und des Bedarfs an hochspezialisiertem Personal oft nicht praktikabel.
Dieser Artikel stellt eine pragmatische und kostengünstige Methodik zur schnellen Charakterisierung von Polycarboxylatether (PCE)-Zusatzmitteln unter Verwendung von Standard-Laborgeräten vor, die in Produktionsumgebungen allgemein verfügbar sind. Durch die Kombination hochpräziser physikalischer Messungen zu einem strukturierten „molekularen Fingerabdruck”-Ansatz können Mischanlagen schnell Abweichungen in der Zusammensetzung und Struktur erkennen, die sich auf die Leistung auswirken können, und so fundierte Go/No-Go-Entscheidungen am Produktionsgate ermöglichen.
1 Einleitung – Die analytische Lücke in
Mischvorgängen
Die Leistung moderner hochwirksamer Wasserreduktionszusatzmittel wird stark von der molekularen Architektur der Polycarboxylatether (PCE)-Polymere bestimmt. Parameter wie die Länge des Grundgerüsts, die Seitenketten-Dichte und die Molekulargewichtsverteilung beeinflussen direkt die Adsorptionskinetik, die Dispersionseffizienz und die Robustheit bei verschiedenen Zementtypen. Diese Eigenschaften werden in der Regel von den Rohstoffherstellern mit Hilfe fortschrittlicher Analysewerkzeuge wie GPC und NMR überprüft.
Im Gegensatz dazu unterliegen Mischanlagen anderen Einschränkungen. Ihr Ziel ist nicht die grundlegende Polymerforschung, sondern die Gewährleistung einer konsistenten Betriebsweise und reproduzierbarer Leistung. Wie in früheren Veröffentlichungen des Autors [1,2] erläutert, benötigen Mischanlagen Analysemethoden, die schnell, wirtschaftlich, technikfreundlich und ausreichend empfindlich sind, um signifikante Abweichungen bei den eingehenden Rohstoffen zu erkennen.
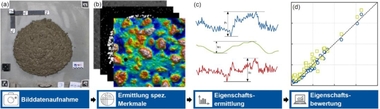
Um diese Lücke zu schließen, wird eine strukturierte Methodik vorgeschlagen, die analytische Erkenntnisse aus Forschungslabors in praktische Produktionsumgebungen überträgt. Dieser „Molecular Fingerprint”-Ansatz ersetzt komplexe spektroskopische Interpretationen durch eine Kombination aus präzisen, vergleichenden physikalischen Messungen. Die Methodik ist in drei Diagnoseebenen gegliedert:
Stufe 1 – Quantitatives Screening: Gesamtfeststoffgehalt, Dichte und pH-Wert
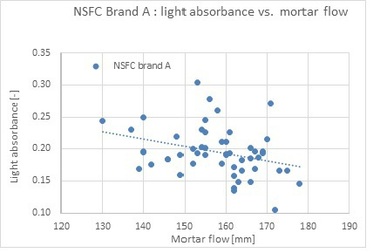
Stufe 2 – Molekularer Fingerabdruck: Brechungsindex (RI) und elektrische Leitfähigkeit einer 1 %igen w/w-Wasserlösung
Stufe 3 – Strukturelle Bestätigung: dynamische Viskosität bei kontrollierter Temperatur (25,0 °C).
2 Experimentelle Versuche
Die rohen PCE-Lösungen wurden in Großbehältern geliefert. Der Gesamtfeststoffgehalt wurde mit einem Feuchtigkeitsanalysator A&D MX-50 (Trocknung bei 105 °C für 30 min) bestimmt. Die Dichtemessungen wurden mit einer Mettler Toledo XSE104 Dichtemesswaage durchgeführt. Der pH-Wert und die elektrische Leitfähigkeit wurden mit einem Hanna HI 2550 Dual-Analysegerät gemessen. Der pH-Wert wurde an der unverdünnten Lösung gemessen, während die elektrische Leitfähigkeit an einer 1 %igen w/w-Verdünnung bestimmt wurde, die mit entionisiertem Wasser (Leitfähigkeit < 5 µS/cm) hergestellt wurde.
Die Verdünnungen wurden in 250-ml-Polypropylenbechern unter Verwendung eines Magnetrührers hergestellt. Die Massenmessungen wurden mit einer NHB-Waage (0–6000 g, ±0,1 g) durchgeführt. Der Brechungsindex wurde mit einem tragbaren digitalen Refraktometer Schmidt-Haensch DHR 95 B1 gemessen. Die Proben wurden vor der Messung bei 23 ± 1 °C equilibriert, um temperaturbedingte Schwankungen zu minimieren.
Die dynamische Viskosität der rohen PCE-Lösungen wurde mit einem Brookfield DV-1-Viskosimeter gemessen, das mit einem Thermostatbad und einer Ametek TC-550 MX-Heiz-/Kühleinheit ausgestattet war und eine konstante Temperatur von 25,0 °C aufrechterhielt.
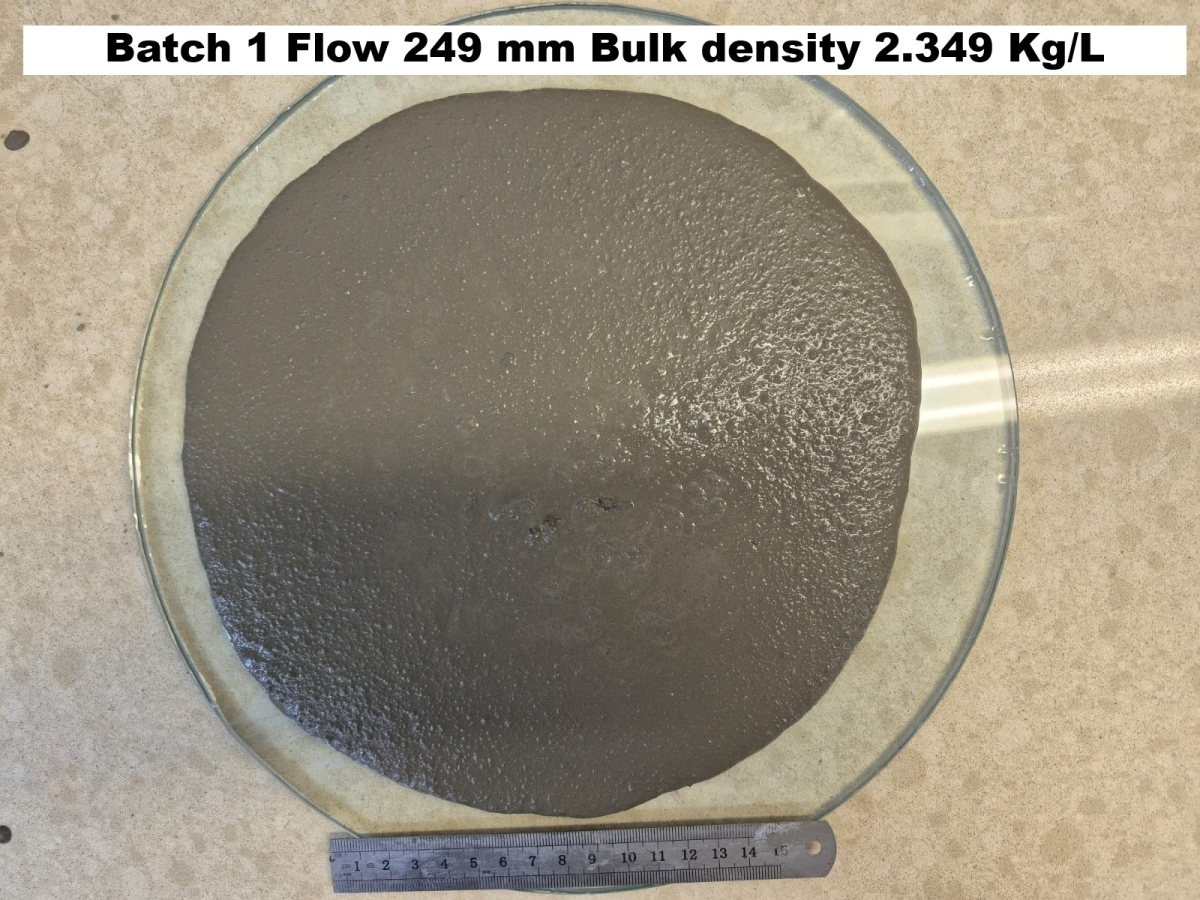
Die Mörtelleistung wurde anhand einer standardisierten Zusammensetzung aus CEN-Normsand (EN-196-1), Portlandzement (CEM II 52,5 N/AM SLV, Nesher) und entionisiertem Wasser bewertet. Die Dosierungen der Komponenten betrugen 700 g Sand, 400 g Zement und 160 g Wasser. PCE wurde in der gelieferten Konzentration hinzugefügt, zusammen mit einem Tropfen Entschäumer, um Lufteinschlüsse zu vermeiden. Das Mischen erfolgte bei 200 U/min mit einem Heidolph Hei-200 Überkopf-Rührer, der eine kontinuierliche Drehmomentüberwachung ermöglichte. Die Fließfähigkeit wurde mit der Mini-Kegel-Methode gemäß ASTM C109M-95 bewertet, und die Schüttdichte des Mörtels wurde aus dem Masse-Volumen-Verhältnis berechnet.
3 Ergebnisse und Diskussion
3.1 Stufe 1 – Quantitative Untersuchung
Das erste Screening ergab, dass Charge 1 einen geringeren Gesamtfeststoffgehalt aufwies als Charge 2, während die Dichte und die pH-Werte innerhalb der Spezifikationsgrenzen blieben.
Diese Ergebnisse allein könnten auf eine einfache Verdünnung hindeuten, jedoch geben solche Parameter keinen Aufschluss über die Polymerarchitektur.
3.2 Stufe 2 – Molekulare Fingerabdruck-Diagnostik
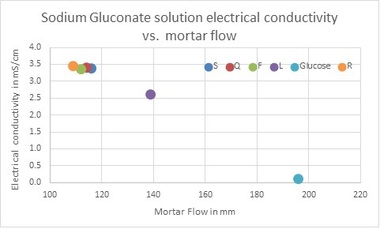
Um zwischen Verdünnung und struktureller Veränderung zu unterscheiden, wurde eine Diagnose der Stufe 2 durchgeführt. Die elektrische Leitfähigkeit einer 1 %igen w/w-Lösung und der Brechungsindex der Rohlösungen wurden unter identischen thermischen Bedingungen gemessen.
Obwohl der Brechungsindex keine direkte Aussage über die chemische Struktur zulässt, dient er als sensitiver Vergleichsindikator für Veränderungen in der Zusammensetzung und Architektur, wenn die Messungen unter kontrollierten und wiederholbaren Bedingungen durchgeführt werden. Das höhere Verhältnis von Brechungsindex zu Dichte und die erhöhte elektrische Leitfähigkeit, die für Charge 1 beobachtet wurden, deuten auf einen höheren Ionenanteil und eine veränderte Polymerarchitektur im Vergleich zu Charge 2 hin.
3.3 Stufe 3 – Strukturelle Bestätigung durch dyna-
mische Viskosität
Dynamische Viskositätsmessungen bei 25,0 °C ergaben, dass Charge 1 im Vergleich zu Charge 2 eine deutlich geringere Viskosität aufwies.
Die geringere Viskosität von Charge 1 deutet auf ein niedrigeres durchschnittliches Molekulargewicht und/oder einen geringeren Grad an Seitenkettenveredelung im Vergleich zu Charge 2 hin. Diese Unterschiede zeigen, dass die beiden Chargen strukturell nicht identisch sind und daher unterschiedliche funktionelle Eigenschaften zu erwarten sind.
Es ist zu beachten, dass die Prüfung der Stufe 3 absichtlich nicht für alle eingehenden Chargen vorgeschrieben ist. Die vorgeschlagene Methodik folgt einem abgestuften, risikobasierten Ansatz, bei dem dynamische Viskositätsmessungen für Fälle vorbehalten sind, in denen bereits in früheren Phasen Abweichungen festgestellt wurden. Eine obligatorische Prüfung der Stufe 3 würde den Analysedurchsatz erheblich verringern und das primäre Ziel einer schnellen Rohstoffannahme im Mischbetrieb untergraben.
3.4 Leistungsparadoxon – Funktionelle Auswirkungen
Trotz seiner geringeren Polymerkonzentration zeigte Charge 1 bei den Mörteltests eine überlegene Dispersionseffizienz. Drehmomentmessungen während des Mischvorgangs zeigten eine schnellere Verringerung des Widerstands für Charge 1, was auf eine verbesserte Dispersionskinetik hindeutet.
Die Ergebnisse der Mini-Kegel-Verteilungsprüfung bestätigten die höhere Fließfähigkeit von Charge 1, begleitet von einer leicht höheren Schüttdichte, was auf eine verbesserte Partikelpackung hindeutet.
Durch die Korrelation zwischen niedrigerer Viskosität und höherer elektrischer Leitfähigkeit lässt sich ableiten, dass die Carboxylatgruppen in Charge 1 stärker der wässrigen Phase ausgesetzt sind. Dies steht im Einklang mit einer Polymerarchitektur mit kürzeren oder weniger Seitenketten, was zu einer verringerten sterischen Hinderung und einer schnelleren Adsorption an Zementpartikel führt. Obwohl eine endgültige Strukturaufklärung eine GPC- oder NMR-Analyse erfordern würde, reichen die beobachteten Korrelationen für operative Entscheidungen in Mischanlagen aus.
Es ist wichtig zu betonen, dass das Ziel der vorgeschlagenen Methodik nicht darin besteht, die Betonleistung vorherzusagen. Vielmehr soll sie dazu dienen, Materialabweichungen bereits bei der Rohstoffannahme schnell zu erkennen, die Korrekturmaßnahmen innerhalb des Produktionsablaufs erforderlich machen. Aus betrieblicher Sicht ist die Korrekturmaßnahme identisch, unabhängig davon, ob die Abweichung zu einer Leistungsverbesserung oder -verschlechterung führt.
4 Schlussfolgerungen
Auf der Grundlage der oben dargestellten Ergebnisse schlagen wir vor, das in Abb. 3 angegebene Verfahren anzuwenden.
4.1 Die vorgeschlagene Methodik kann von Labortechnikern oder Diplomingenieuren ohne fortgeschrittene akademische Ausbildung durchgeführt werden.
4.2 Die in dieser Arbeit vorgestellte Methodik ist bewusst als Entscheidungshilfe und nicht als verbindliches Abnahmeprotokoll konzipiert. Für die vorgeschlagenen Parameter oder abgeleiteten Verhältnisse sind keine festen Abweichungsgrenzen definiert. Stattdessen werden die Anwender dazu angehalten, ihre eigenen Abnahmegrenzwerte auf der Grundlage ihrer spezifischen Risikotoleranz, ihrer Analysekapazitäten, ihrer Produktionsbeschränkungen und wirtschaftlicher Erwägungen festzulegen.
4.3 Ein erhöhter Analyseaufwand (z. B. obligatorische Tests der Stufe 3) verringert die Unsicherheit, geht jedoch zu Lasten des Durchsatzes und der Reaktionsfähigkeit, während eine Beschränkung der Analyse auf die Stufen 1 und 2 die Produktivität auf Kosten des Restrisikos erhöht. Der vorgeschlagene Ansatz bietet die erforderlichen Instrumente, um diesen Kompromiss bewusst zu steuern, sodass jeder Produktionsstandort oder jedes Labor das optimale Gleichgewicht zwischen Geschwindigkeit, Zuverlässigkeit und Risiko bestimmen kann.
REFERENCES/LITERATURE