Effects of low-carbon cement on the concrete curing process
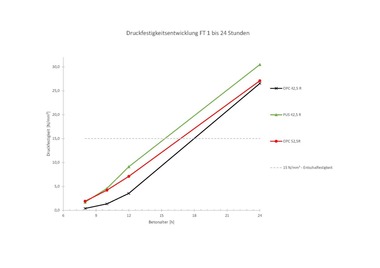
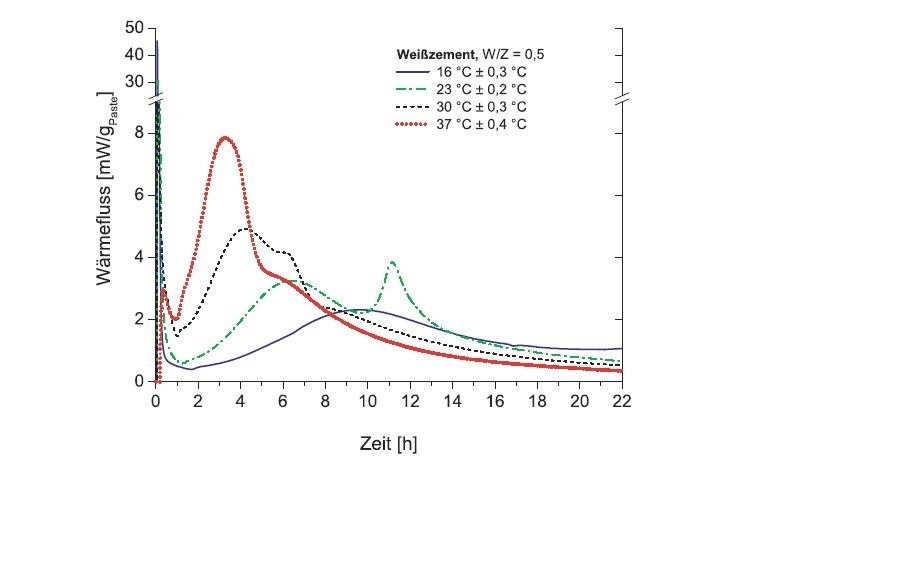 Figure: Rotho
Figure: Rotho
 Figure: Christoph Hesse, Der Reaktionsverlauf der frühen Hydratation von Portlandzement in Relation zur Temperatur, Friedrich-Alexander-Universität Erlangen-Nürnberg
Figure: Christoph Hesse, Der Reaktionsverlauf der frühen Hydratation von Portlandzement in Relation zur Temperatur, Friedrich-Alexander-Universität Erlangen-Nürnberg
The cement industry is going to great lengths to lower the high carbon emissions generated during cement production. One important aim – among many others – is to reduce the proportion of clinker as the main emission source. This article explains the effects of using low-carbon cement on the curing process of concrete products.
Producing cement and concrete generates a major share of global carbon emissions, of which a substantial proportion is attributable to the production of Portland cement clinker as the main constituent of cement. Cement clinker is produced by firing a raw material mix of limestone (CaCO₃), clay, and sand and then grinding it in rotary kilns at about 1,450°C. In this process, about two thirds of the carbon emissions are generated through the chemical conversion of limestone to calcium oxide (CaO) and carbon dioxide. The remaining third can be attributed to the combustion of fossil fuels such as...