Energy saving potentials of curing chambers
 Figure: Curetec
Figure: Curetec
 Figure: Curetec
Figure: Curetec
 Figure: Curetec
Figure: Curetec
 Figure: Curetec
Figure: Curetec
 Figure: Curetec
Figure: Curetec
 Figure: Curetec
Figure: Curetec
 Figure: Curetec
Figure: Curetec
Today, saving of energy has become an essential part of our everyday life across all areas. This is especially also true for the concrete industry. The climate footprint is large; approx. 8% of the worldwide carbon emissions are attributed to the concrete industry. Curing chambers provide a great potential for optimization here.
Today, saving of energy has become an essential part of our everyday life across all areas. This is especially also true for the concrete industry. The climate footprint is large; approx. 8% of the worldwide carbon emissions are attributed to the concrete industry. This is contrary to the enormous advantages concrete offers as building material. First and foremost, the long durability of concrete products as well as the high flexibility are to be mentioned here. Nevertheless, manufacturers are interested in optimizing their processes and this not only for economic reasons – curing chambers offer a great potential for optimization.
For a long time, only factors of quality were decisive for the curing of concrete products. This has strongly changed in recent years. An optimization of the curing process becomes ever more important, not only because of the rising costs of energy,
Adapting the curing temperature
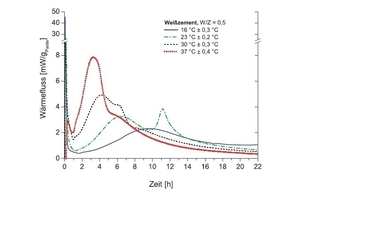
The most efficient measure, according to the supplier, is a reduction of the curing temperature. From their own experience, Curetec recommends curing temperatures of 25-35 °C; every increased degree of temperature causes an approx. 5% higher energy consumption. In case of large chambers, the hydration of the products frequently achieves a (self-)heating in the chamber of 25-28 °C.
A low curing temperature provides several advantages. The very low energy input is probably the most important one. Due to the low temperature difference between curing temperature and the temperature that is already obtained by hydration, only a low amount of energy is required additionally. This means that the use of waste heat becomes even more interesting, as it becomes more effective.
Lowering of the curing temperature can be supported by additional measures. Each of those measures taken on its own can already lower the energy demand sustainably. The ultimate often is a combination of several measures.
In case of existing systems, lowering the temperature may have a negative influence on cycle times. A possible counteraction to this challenge is an increased temperature of the fresh concrete. This can be achieved by tempering either mixing water or aggregates, for example. A controlled increase of the temperature of fresh concrete, moreover, provides for a faster beginning of the hydration process and thus for a more efficient utilization of this process. This leads to additional energy savings as well as to a more consistent product quality.
Measures taken on the outer shell
Today, the standards regarding the insulation of curing chambers are much higher than some years ago. A lot of existing plants are equipped with curing chambers made of concrete or perforated bricks. Some curing chambers, at least to some extent, are provided with polystyrene boards or similar insulation materials additionally. As far as the thermal transmittance (U-value) is concerned, these building materials no longer correspond to the state of the art. A 24cm-thick concrete wall has a U-value of 3.5 W/m²K. While the avoidance of energy loss of a wall made of perforated bricks being 24 cm thick with a U-value of 1.4 W/m²K is already by factor 2.5 higher.
For a long time, sandwich panels have already been preferred for new buildings. The advantages are quite obvious: two face layers made of metal enclose a core of insulating material. This not only has the advantage of low volume, but is also stable and easy to assemble. Panels with a core made of polyurethane rigid foam (PUR/PIR) are nearly always installed as insulation material in the field of curing chamber cladding. Whereas, panels with a core of mineral wool are virtually not used in this field of application. This is primarily due to the poor insulation values (and thus requiring larger thickness), but also due to the higher price. As a consequence, mineral wool panels are only used in applications with greater requirements on fire protection or sound protection.
However, things have changed in the field of sandwich panels too. If, five years ago, 60mm-thick panels were standard in cladding of curing chambers, normally 100mm-thick panels are installed today. Panels with a thickness of 60 mm exhibit a thermal transmittance value of approx. 0.35 W/m²K. For panels with a thickness of 100 mm this value is only 0.22 W/m²K. Assessing, for example, a curing chamber that is 20 m long, 25 m wide and 6 m high, the overall surface of the outer shell (without floor) amounts to 1040 m². If we assume, in this example, a curing temperature of 38 °C, an annual mean temperature of 10 °C and a U-value of 0.7 W/m²K, it should be a realistic value for the often existing mix of materials used for curing chambers.
This assumptions result in losses of 20.4 kW/h for the chamber used as an example. If 100mm-thick sandwich panels with a U-value of 0.22 W/m²K are used, these losses will be reduced to 6.4 kW/h, meaning savings amounting to 68.6%.
Measures taken on the outer shell, along with the insulation of utility lines, are one of the most effective measures to save energy in an economical way.
Insulation of utility lines
Besides the above-mentioned outer shell of the curing chamber, also the modernization of the plant equipment provides for a lot of energy saving potential. In case of existing plants, ventilation ducts circulating hot air or pipelines transporting heating materials from the heat generator to the heat consumer are often poorly or not at all insulated. Especially, the pipelines are responsible for high losses, because the temperature difference ∆t between the heating media and the environment is higher than between curing chamber and environment. Since a subsequent insulation of pipelines can often be achieved in a relatively easy and cost-effective way, it is an attractive opportunity for saving energy.
Efficient circulation
The circulation inside the curing chamber is also decisive for its energy efficiency. An inefficient circulation leads to temperature stratifications inside the chamber. In this case, it is cooler at the bottom of the chamber than at the top. This results in an increased energy input in order to get the proper curing temperature at ground level of the curing chamber. However, the higher temperatures in the upper area do not have a positive effect on the products. An efficient circulation avoids temperature stratification in the chamber, thus heating up excessively. Besides, it also results in consistent hardening and higher quality of the products.
Heat recovery of compressors
The production of compressed air is a very inefficient process. In Germany approx. 7% of industrial power consumption are used for the supply of compressed air, corresponding to 15 TWh (2022). On average, only 4% of the input energy are translated into compressed air. About 2% fall a victim to the thermal radiation of the compressor and 94% are emitted as waste heat because of air and water cooling. Up to 90% of this waste heat can be used by means of heat recovery. Thus, the potential is huge. In case of almost all compressors, the required devices are either installed already or can be retrofitted by the manufacturer. The heat energy is fed into the chamber heating by means of water-heat exchangers and can be used easily for minimizing the energy expenditure. In general, the investment pays off in 12 to 18 months.
Heat recovery of other production facilities
Not only compressors have a high potential for heat recovery. Another example are reinforcement welding machines. Normally, additional cooling units are installed here as well, so as to correspond to the high thermal loads of the welding devices. Cooling capacities of 50 kW/h are not uncommon. This energy may already be sufficient for compensating the losses of a modern curing chamber.
Heat recovery from the chamber
During the hardening process often a certain air exchange takes place in order to regulate the humidity in the chamber. In this way, part of the energy used previously is released to the ambient air again. With the aid of cross-flow heat exchangers, it is possible to return up to 75% of this energy to the chamber again.
Heat pumps
Because of the low curing temperatures, the use of heat pumps for covering the energy demand becomes a plausible measure. In technical terms, heat pumps are the right method to cover the demand for process heat. The efficiency of heat pumps is at up to 400%, modern gas-fired condensing boilers achieve a maximum of 94%.
Due to the large roof surface, a lot of concrete factories already use photovoltaic systems on a large scale. In order to increase the own consumption rate, heat pumps are an appropriate means. The use of electric heat exchangers – either as heat support in addition to the heat pump or as stand-alone heating system for heating the chamber – are means to increase the own consumption rate sustainably.
New construction vs. modernization
All possibilities mentioned already are true for both the modernization of existing plants and for new construction. If a completely new plant is planned, however, even further aspects are of interest. It is, for example, possible to include a floor heating or a panel heating system in the design of the chamber. The advantages, in particular for the use of a heat pump, are obvious. Owing to the large heat transfer surface, the flow temperatures can be lowered to 35°C. In other terms, this means a higher annual performance factor and thus, in turn, a better efficiency of the heat pump.
Funding opportunities
The German Federal Office for Economic Affairs and Export Control (BAFA) and the German Credit Institute for Reconstruction (KfW) offer several options for funding and/or low-interest loans including redemption grant. In the field of process heat up to 60% of the amount invested are supported. This does not only apply to heat pumps but also to solar collector systems, geothermal energy systems or biomass combustion plants. More than 50% of the heat generated by the supported plants and systems must be used for processes, i.e. for manufacturing, further processing or finishing of products or for the performance of services.
Apart from the field of process heat, measures taken to improve the energy efficiency are also funded. This comprises the acquisition and installation of highly efficient electric motors, pumps, ventilators and compressed air generators. Each plant and/or component, for which an application is submitted, has to replace an existing plant/existing plant component in the company. Thermal insulation measures carried out on existing plants and heat exchangers for the utilization of waste heat of existing plants are supported as well. Those entitled to apply are small- and medium-sized enterprises (SME) exclusively. Small companies are supported with funds amounting to 25% in terms of the costs of the eligible investment. For medium-sized companies funding amount to 20%.
Energy-efficiency experts
The specialists of Curetec regard themselves as trained experts in energy efficiency, thus as the appropriate partners to contact in all queries on energy saving potentials in concrete block and precast concrete factories.
Based on an appraisal, proposals are developed as to how energy saving potentials could be utilized and what costs are associated. Furthermore, funding opportunities and further associated potentials for savings are checked in this context.
CONTACT
Curetec
Energietechnik GmbH & Co. KG
Lehmkuhlen 13
49757 Vrees/Germany
+49 4479 93906-0