Auswirkungen CO₂-reduzierter Zemente auf den Betonaushärtungsprozess
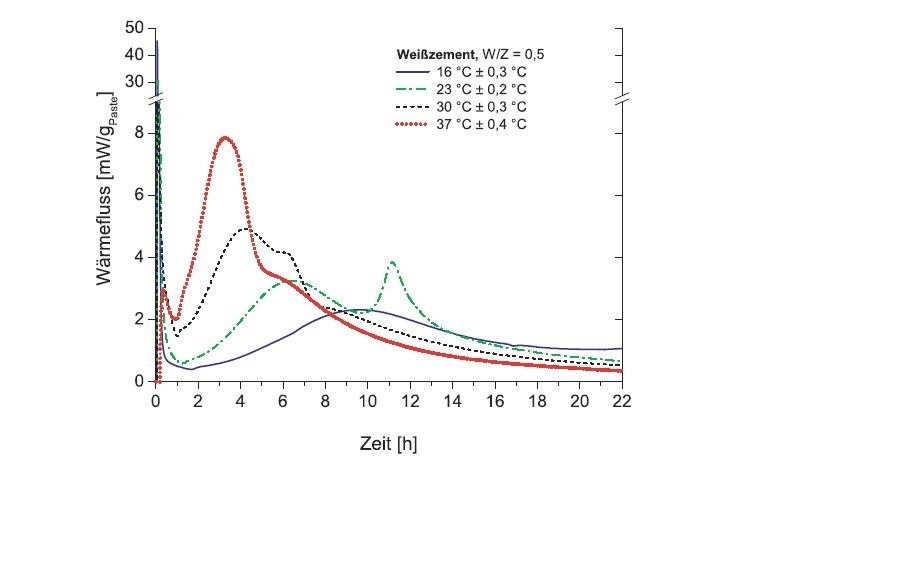 Figure: Rotho
Figure: Rotho
 Figure: Christoph Hesse, Der Reaktionsverlauf der frühen Hydratation von Portlandzement in Relation zur Temperatur, Friedrich-Alexander-Universität Erlangen-Nürnberg
Figure: Christoph Hesse, Der Reaktionsverlauf der frühen Hydratation von Portlandzement in Relation zur Temperatur, Friedrich-Alexander-Universität Erlangen-Nürnberg
Die Zementindustrie unternimmt große Anstrengungen, um ihre hohen CO2-Emissionen zu senken. Eine wichtige Zielrichtung ist dabei, den Anteil von Klinker als Hauptverursacher des CO2-Ausstoßes zu senken. In diesem Beitrag wird erläutert, welche Auswirkungen auf den Aushärtungsprozess von Betonwaren sich aus dem Einsatz CO2-reduzierter Zemente ergeben.
Die Herstellung von Zement und Beton verursacht einen erheblichen Anteil der weltweiten CO2-Emissionen. Davon entfällt wiederum ein Großteil auf die Herstellung von Zementklinker als Hauptbestandteil des Zements. Zementklinker entsteht in einem Brennverfahren des Ausgangsstoffgemisches aus Kalkstein (CaCO₃), Ton und Sand und dessen anschließende Vermahlung in Drehrohröfen bei etwa 1.450°C. In diesem Prozess werden etwa zwei Drittel der CO2-Emissionen durch die chemische Umwandlung von Kalkstein zu Calciumoxid (CaO) und CO2 verursacht. Das verbleibende Drittel kann der Verbrennung von fossilen...