Russian concrete specialist invests
1.7 billion rubles in new plant
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: EVG
Figure: EVG
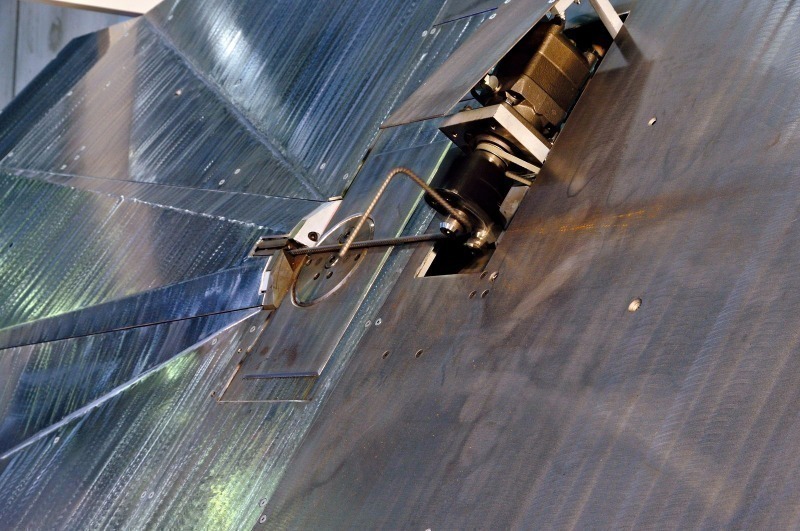 Figure: EVG
Figure: EVG
 Figure: Nordimpianti
Figure: Nordimpianti
 Figure: Nordimpianti
Figure: Nordimpianti
 Figure: Nordimpianti
Figure: Nordimpianti
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
To complete a production plant for precast concrete elements, having an annual capacity of 70,000 m² of living space, in less than two years, this was the vision of Armaton and the challenge for the specialists of Weckenmann Anlagentechnik at the same time.
In 2009, the construction company Pervy Stroyfond based in Novosibirsk already invested in an own brick manufacturing plant supplied by a German company, while they came to know and appreciate the quality of German plant construction and engineering. For this reason, the company approached the trading company Anton Ohlert located in Moscow, representing Weckenmann Anlagentechnik GmbH & Co. KG in Russia and the Commonwealth of Independent States (CIS), also for the next step, namely the erection of a precast concrete plant. So far, they bought the precast concrete elements from various suppliers located close by or further away. However, the volume of building projects made it worth considering about an own production plant.
The top management of Armaton visited a reference customer of Weckenmann in St. Petersburg in 2012 as well as the headquarters of Weckenmann in Dormettingen in Germany even before the end of the year. In 2013, it was agreed to build a precast concrete plant according to the latest technology in the open countryside. The construction works started in May 2014 as a result of designing an up-to-date building system, obtaining the permission needed for the erection and operation of a factory as well as the site development.
Overall project with a volume of 1.7 billion rubles
Armaton chose Weckenmann Anlagentechnik GmbH & Co. KG as general contractor to realize the demanding project within the scope given. In the last few years, the German machinery and equipment manufacturer had realized several projects of similar size and complexity as general contractor, among others, in Russia. Under the project management of Weckenmann, the well-coordinated team consisting of EVG (reinforcement equipment), Nordimpianti (machines and equipment for the production of prestressed hollow core slabs), Teka (mixing plant) and Weckenmann (overall management, circulation system and stationary production line) supplied a customized solution, starting operations on March 13, 2015, on the occasion of the opening ceremony. The ceremony was attended by the Russian minister of construction, Michail Men, the governor Vladimir Gorodezkiy, the mayor of Novosibirsk, Anatoliy Lokot, the personal assistant of the Russian president in Siberia, Nikolay Rogoshkin, and the senator, Nadezhda Boltenko.
“We could make use of our long experience gained in projects as general contractor in Russia and the CIS for this project, and the reliable team of suppliers with the collaboration of the project management of Armaton headed by Alexander Kolesnikov was able to master this challenge too,” stated Wadim Grünwald, the manager of the overall project. He added that it was important to coordinate the individual components regarding interfaces and requirements of the building layout as well as the media supply at an early stage.
Flexible circulation system
as core of the production line
The flexible circulation system with 42 pallets is the core of the production line. It enables the production of both solid wall and sandwich wall elements. In addition, solid floor elements can be produced for special building projects.
The building system was developed by the well-known design office Jakushchev located in Moscow according to the conception of Armaton. The formwork department of Weckenmann conceived an appropriate, optimized formwork system on the basis of the element drawings. The aim was to realize a maximum of elements with a minimum of formwork profiles. At the same time, there should be as many formwork systems in circulation and as few ones as possible in the formwork magazine. Weckenmann’s formwork system of the M-Series with integrated switchable magnets was the solution for this purpose. The M-Series is the best choice for the production of solid elements (floor, wall, façade units) with customer-specific chamfer and profiling. In combination with the M-Top ancillary profiles, the M-Series is also suitable for sandwich elements. The flexible formwork system may also be used for any other building system.
Armaton designs building types with 14, 17 and 25 stories. The wall elements for these buildings are made on the circulation system; special elements are manufactured on the tilting tables that were supplied as well. There are additional formwork components available in the stationary production line to be used for ventilation shafts, stairs and bulkheads.
The circulation system is conducted by the WAvision master computer of Weckenmann. The master computer coordinates the production flow with the data provided by the production planning department, determines the formwork profiles and monitors the manufacturing process. The concept is completed by a product tracking system up to the outdoor storage area. With WAvision Weckenmann has designed a control tool which uses all data available in the company, merging administration, production and reporting in one system.
Reinforcement equipment
The large production volume and the associated diversi-ty of precast elements called for an internal production line for reinforcement elements. By now, the production of reinforcement mesh with various wire diameters and geometries was an elaborate task. Time-consuming changeovers as well as intensive setting phases were necessary for obtaining the desired outcome. This time-consuming process entails high costs and a significantly lower output capacity, leading to the consequential investment in a fully-automatic production line of the Austrian supplier EVG. For this purpose, the experts of the company based in the town of Raaba near Graz chose the highly flexible FBE/158 welding line for the production of mesh sheets and reinforcing elements.
The FBE welding line itself consists of a sideways running welding portal for individually controlled welding units of 100 mm grids. In this process, the spot welding units can specifically be activated and/or deactivated.
The FBE is additionally combined with a straightening line of type RA-XE producing line wires and cross wires. The automated change of wire diameters enables using wire diameters from 5 to 12 mm in a flexible way without changeover times. This combination allows processing of door and window openings as well as different wire diameters and geometries within a sheet, not requiring any manual intervention.
Furthermore, EVG supplied an automated stirrup bender of type Polybend PBC 2-12 with integrated 3D bending mechanism for the production of stirrups and reinforcing bars. The bender allows processing not only cold-rolled but also hot-rolled, reeled and/or coiled materials with diameters from 6 to 12 mm. Vertical work stations are used for the production of the required reinforcing cages made of the individual elements.
Teka mixing plant
Teka supplied the mixing plant: The company opted for a weighing and mixing plant with two planetary mixers of type TPZ 3,000 for the production of precast concrete for precast elements including concrete discharge into two bucket conveyor systems and for the production of ready-mixed concrete including concrete discharge to the truck mixer. The mixing plant enables the production of about 80 m³/h of precast concrete using the two planetary mixers simultaneously. The mixer can be used likewise for the production of about 40 m³/h of ready-mixed concrete. The aggregates are stored in a round silo system with a capacity of approximately 408 m³.
A discharge hopper with grab crane system is used for feeding the mixing plant, whereas feeding by means of a discharge hopper for trucks is likewise possible. Microwave sensors for the measurement of the sand moisture in the silos, moisture and temperature measurement in the mixer, protective equipment against voltage fluctuations in the control system, consistency measurement for ready-mixed concrete and remote maintenance via internet provide for smooth operation of the plant.
An emergency computer as well as the possibility to continue operations manually ensure additional safety of operation. The two carriages of the Weckenmann bucket conveyor have a capacity of 2 m² each, providing the circulation system and the hollow-core floor slab plant with concrete of different qualities.
A total of up to 420,000 m² of concrete is processed in the new plant per year. A recycling system guarantees an environmentally-friendly operation of the concrete mixing plant. All concrete sludge from the mixers, the transport buckets of the bucket conveyor system as well as from cleaning the truck mixers is feed to the recycling system via a collecting basin. Water with cement is separated from aggregates in a catch basin. Deposits such as sand and gravel are separated and a spiral conveyor is used to carry them to stockpiles. The color metering system for dry and liquid dosing is used for the production of colored concrete (architectural concrete). The respective mix designs are recorded in the control system. The recycling water can either be fed to the mixing plant for reuse or used for cleaning the truck mixers.
Hollow-core floor slab plant
Nordimpianti supplied the associated hollow-core floor slab plant suitable for elements of up to 220 mm in height and a width of 1,200 mm.
The fully-automated production system consists of six lines, each being 120 m long, all equipped with single-wire stressing machines with detensioning system, concrete distribution system with semi-gantry crane, angular saw for cutting the concrete element to slopes varying from 0 to 180 degree, multifunction lines/bed cleaner, lifting device for use in the factory and on the construction site, transport system for storing finished products. The project engineers calculated a production capacity of 850 m² of hollow-core floor slabs in one shift. Just five people are required per shift due to the high level of automation of the production line that is based on extruder technology. Now, the factory is manufacturing hollow-core floor slabs with spans of up to 9 m, having a load-bearing capacity of 800 kg/m².
The production of these lightweight hollow-core floor slabs provides manufacturers and customers benefits such as higher live load at lower dead weight. The system of hollow-core floor slabs enables manufacturing with lower concrete consumption while reducing the demand of heat at the same time.
300,000 m² of living space per year
The commissioning of the individual stations was followed by the detailed job training of the operating and maintenance staff. In this regard, the customer can also rely on the know-how of the qualified suppliers.
“A fast realization of the general contractor’s projects, hence establishing the market position of the company rapidly, are crucial advantages with a substantial impact on the long-term business success of our customers,” stated Karl-Wilhelm Bögl, head of the project department at Weckenmann. In the ultimate configuration, the plant will have a production capacity of 300,000 m² of living space per year.
The next project with a similar dimension is already ready for supply at Weckenmann.





