Planchers Fabre expands beam production in the southwest of France
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
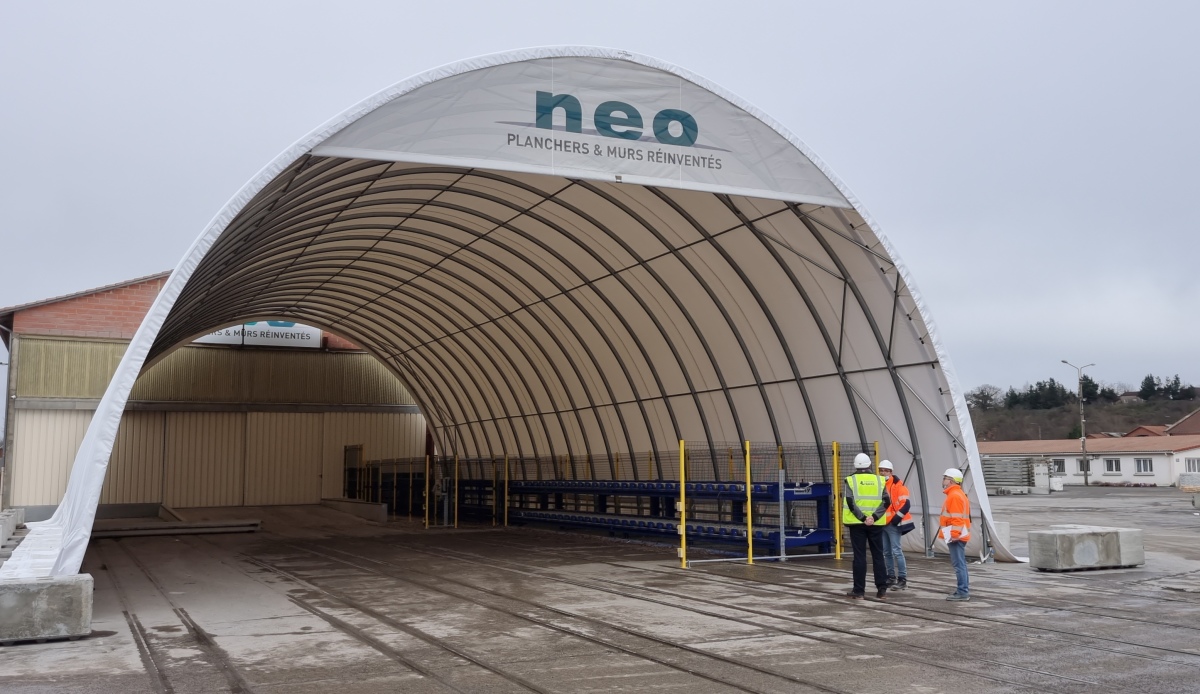 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
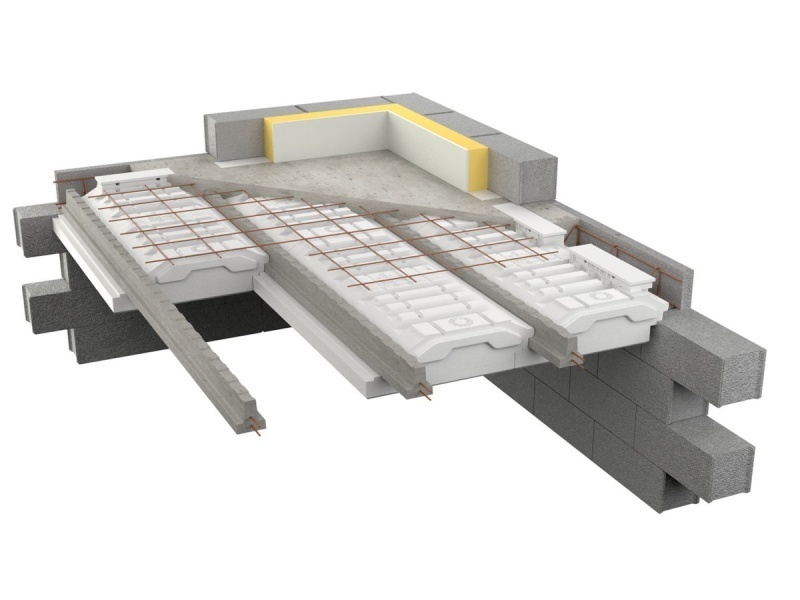 Figure: Rector Lesage
Figure: Rector Lesage
 Figure: Rector Lesage
Figure: Rector Lesage
Planchers Fabre, a subsidiary of the Rector Lesage Group, produces a wide range of beam and wall elements for the construction industry. In Pibrac in the southwest of France near Toulouse, the company has now expanded its industrial prefabrication for higher plant production capacities due to increasing demand.
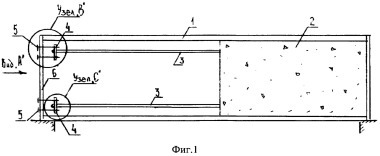
In France, the beam/floor slab construction system is regarded as very popular. Single- and multi-family houses are built with reinforced concrete ribbed floor slabs. The inverted pre-stressed T-beams are placed directly on the masonry walls, the interspaces are filled in with polystyrene slabs or hollow core bricks and cast with in-situ concrete on the construction site. In addition to the large span, a lower deadweight of the slab, the high load-bearing capacity of the slab and the reduction of reinforcement are major advantages.
Since the 1970s, Planchers Fabre has been one of the market leaders in France within the Rector Lesage Group when it comes to inverted pre-stressed T-beams for slabs. In addition to diverse, stationary beam formwork manufactured nationwide throughout France, the inverted pre-stressed T-beams have been produced industrially in Pibrac near Toulouse since 1960. Circulation-based and with a high level of automation, the beam formworks move between the individual working steps until the finished inverted pre-stressed T-beam is ready for the construction site. „Back in the early 2000s, we did some real pioneering work with Rector Lesage“ describes Philippe Marrié, Project Manager Sales at the plant specialist Vollert. „For the first time, sub-processes in beam production were automated.“
Investment in expanded plant capacities
„In Pribac, we produce various pre-stressed concrete beams for the NEO modular construction system,“ explains Claude Chaubin, Managing Director at Planchers Fabre. „In 2020, we have technically optimized and further developed the inverted pre-stressed T-beams with a height of 110 mm and 130 mm, respectively. These are in high demand, so we decided again to invest in new plant technology. For this, we were very quickly in contact with our long-standing technology partner Vollert.“
The core of beam production is the stressing and de-stressing process of the wires as well as optimized, highly automated processes, especially for transport, storage and turning operations within the plant circulation. The beam molds consisting of 16 or 20 beam troughs are placed in the tensioning frame, which is firmly connected to the transport pallet, each divided into two blocks of 8 or 10. Beforehand, a Smart Plot large-scale CADCAM-controlled plotter precisely records the beam lengths. „In this way, we can simultaneously produce up to 32 or 40 prestressed concrete beams in a variety of lengths on a circulating pallet,“ explains Philippe Marrié. For concreting, the prefabricated and sleeved tension wire packages are first completely positioned by means of a wire insertion crane for one transport pallet each. „The crane technology did not originally come from Vollert. It was dismantled at another plant location and optimally integrated into the plant concept here in Pibrac,“ describes Jürgen Schäfer, project manager at Vollert. Before the tensioning yoke is fixed in the tensioned state, the tensioning machine docks and hydraulically tensions the suspended steel wires to the required pretension.
After a special, self-compacting concrete has been poured into the beam mold and the surface has been scraped off, the setting process takes place for at least 8 hours. The fully insulated Vario Cure curing chamber, preheated up to 60°C, consists of two separate main chambers, each with 2 or 3 rack towers placed in series. The rack system with 5 curing compartments, each one on top of the other, and an intermediate passage level offers a particularly innovative, space-saving concept thanks to the special tandem design. For this purpose, the freshly concreted beams move to an intermediate level at ground level below the first two racking towers. A stationary Vario Store stacker crane takes over the transport pallet, lifts it up to the height of the desired rack compartment and moves it in. If a second transport pallet is stored in the same compartment level, the first pallet is moved to the next rack tower. For the retrieval process, a special coupling system ensures that after the front transport pallet has been retrieved, the rear one is also pulled forward. The following storage and retrieval operations are carried out according to the same tandem principle.
De-stressing, stripping, turning – done
After the de-stressing process, a lifting crane first lifts half of the prestressed concrete beams along their entire length out of the prestressing frame by means of a traverse and a special hook system. The prestressed concrete beams are set down in parallel on the supporting frame of a Vario Turn turning device, which has a special guide system depending on the beam type 110 or 130. A beam transport frame is then turned onto the support frame and both are coupled together. After a 180° turning process, the inverted prestressed T-beams lie on a chain conveyor for further transport to the cutting area. „At this point, the inverted prestressed T-beams produced in a row are still connected to each other via the prestressing wires. A movable automatic saw installed by Planchers Fabre uses sensors to measure the beam positions and saws the prestressing wire exposed in the middle between the two beams. The finished prestressed concrete beams receive squared lumber and move down to the loading area via the chain conveyors. For this purpose, a lifting station can lift a beam stack onto an overhead roller conveyor. Alternatively, the beam stack on the lower transport level also moves into the loading area. Forklifts then place the lower stack on top of the upper stack and transport them to the designated temporary storage areas for loading to the construction sites. The cleaning processes have also been specially adapted to beam production. The Vario Clean pallet cleaner has three brush variants, depending on the type of beam used. As the prestressing frame rests on the transport pallet, rotating roller brushes - like a toothbrush - clean the gaps and free the surface from dirt and residual concrete before the release agent is applied.
Further milestone set
Series production of the new inverted prestressed T-beams started successfully in September 2021. „We have optimized the proven plant engineering with the latest technology,“ Jürgen Schäfer describes. „And we did this in the existing hall. Above all, we were able to solve the challenge of low headroom very well with individual solutions such as in the curing chamber.“
„Both factors, the machine technology and the proven expertise of Vollert as well as the production control system from the control specialist Unitechnik, were the cornerstones for the optimal start-up in October 2021“, Claude Chaubin from Planchers Fabre sums up. With the new production line, we will be able to manufacture more than one million linear meters of inverted prestressed T-beams per year.“