Ein neuer Ansatz der additiven Fertigung:
Der vibrationsmodulierte 3D-Betondruckkopf
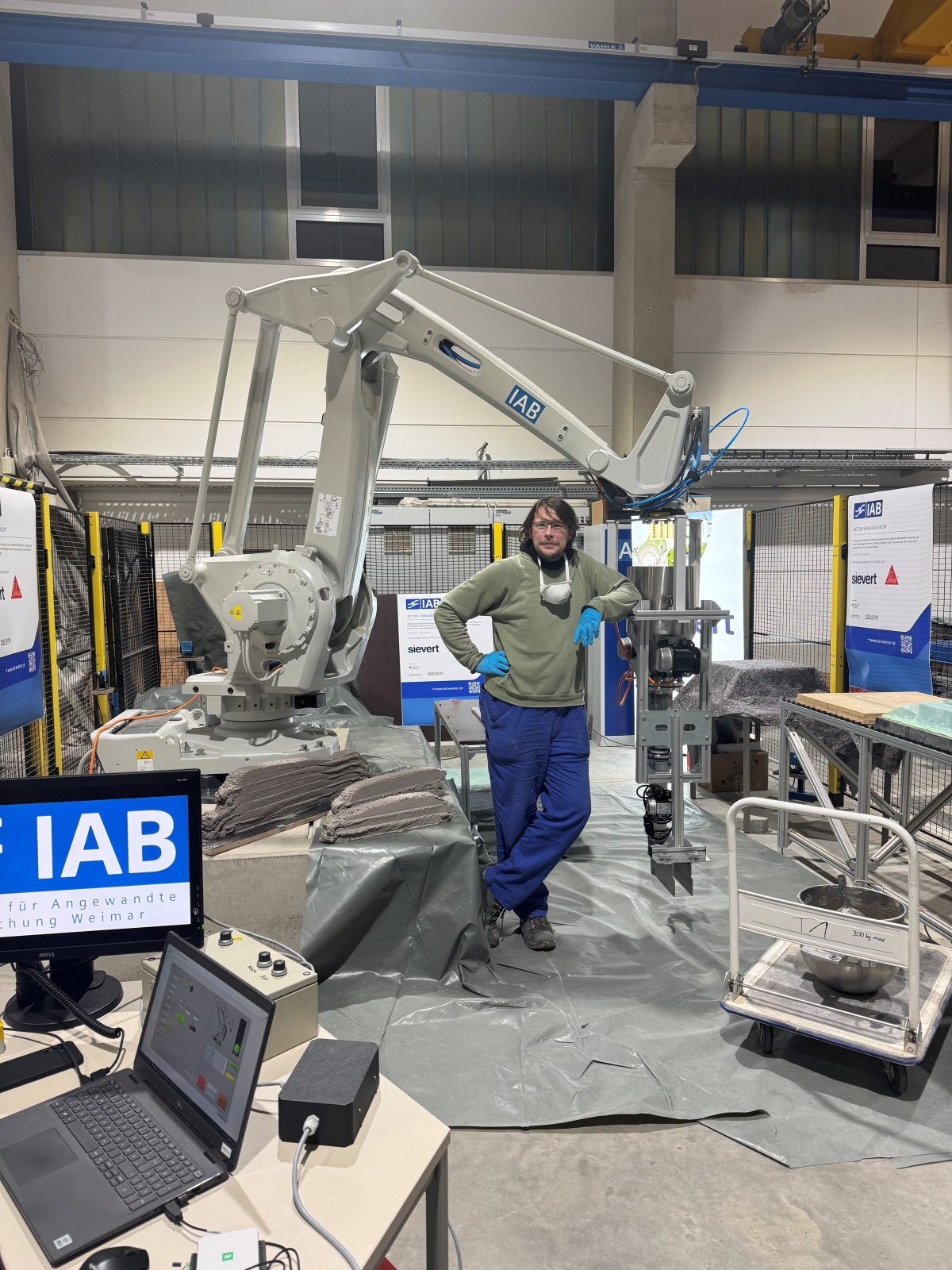 Figure: BFT International
Figure: BFT International
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: IAB Weimar
Figure: IAB Weimar
 Figure: BFT International
Figure: BFT International
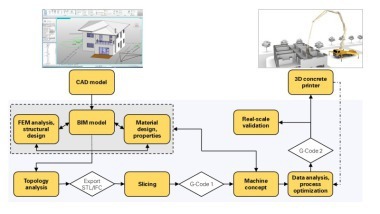
Ein am IAB Weimar entwickeltes Vibrationsdrucksystem nutzt die thixotropen Eigenschaften frischer Betone und kommt vollständig ohne Erstarrungsbeschleuniger aus. Das schwerkraftbasierte Austragsprinzip ermöglicht einen stabilen 3D-Druckprozess und erweitert die technischen Möglichkeiten des additiven Bauens. Das Projekt des IAB wird in diesem Fachbeitrag vorgestellt.
1. Problemstellung und Lösungsansatz
Die Bauindustrie befindet sich im Wandel, angetrieben von neuen Technologien und Materialien. Besonders der 3D-Druck von Beton wird die Branche revolutionieren, da er die Möglichkeit bietet, komplexe Bauwerke direkt aus druckbarem Beton zu erstellen. Dabei bestehen jedoch hohe Anforderungen an die rheologischen Eigenschaften des Betons. Dieser muss beim Fördern und Drucken fließfähig bleiben und nach dem Austrag schnell formstabil (grünstandfest) werden, ohne die bereits gedruckten Schichten zu beschädigen. Einige marktgängige Materiallösungen setzen dafür...