Anlagenerweiterung bei PT. Rekagunatek Persada erfolgreich in Betrieb genommen
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
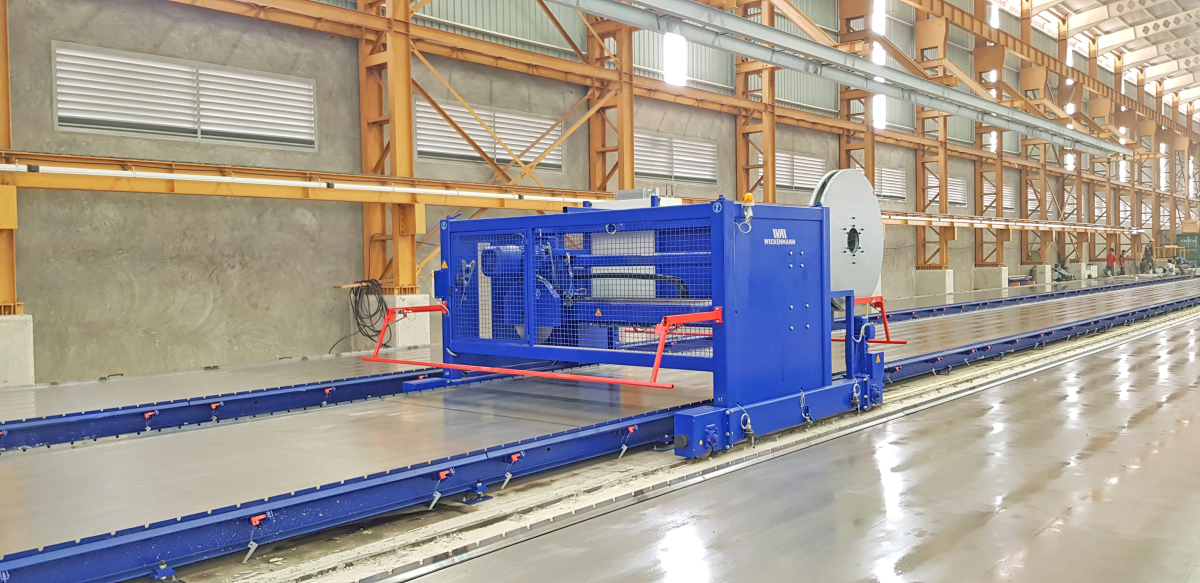 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
Nach erfolgreicher Installation einer Zentralschiebebühnen-Palettenumlaufanlage im Jahr 2017 hat die indonesische PT. Rekagunatek Persada im Sommer 2018 die ebenfalls von Weckenmann gelieferte nächste Ausbaustufe, eine Anlage zur Herstellung von vorgespannten Massivdecken, in Betrieb genommen.
Die in Jakarta ansässige Firma PT. Rekagunatek Persada, ein Tochterunternehmen der Indopora PT. Indonesia Pondasi Raya, hat im Jahr 2017 eine Zentralschiebebühnen-Palettenumlaufanlage der Weckenmann Anlagentechnik GmbH & Co. KG zur Herstellung von Wand- und Fassadenelementen in Betrieb genommen. Der Masterplan des Ausbaus der neuerrichteten Produktionsstätte sah als weiteren Ausbauschritt den Bau einer weiteren Produktionsanlage zur Herstellung von vorgespannten Deckenelementen vor.
Die Wahl des Planungspartners und Anlagenlieferanten fiel wiederum auf die Weckenmann Anlagentechnik GmbH & Co....