The use of recycled crushed concrete sand as basis for alkali-activated concretes
 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith
 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith
 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith

 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith

 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith


 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith
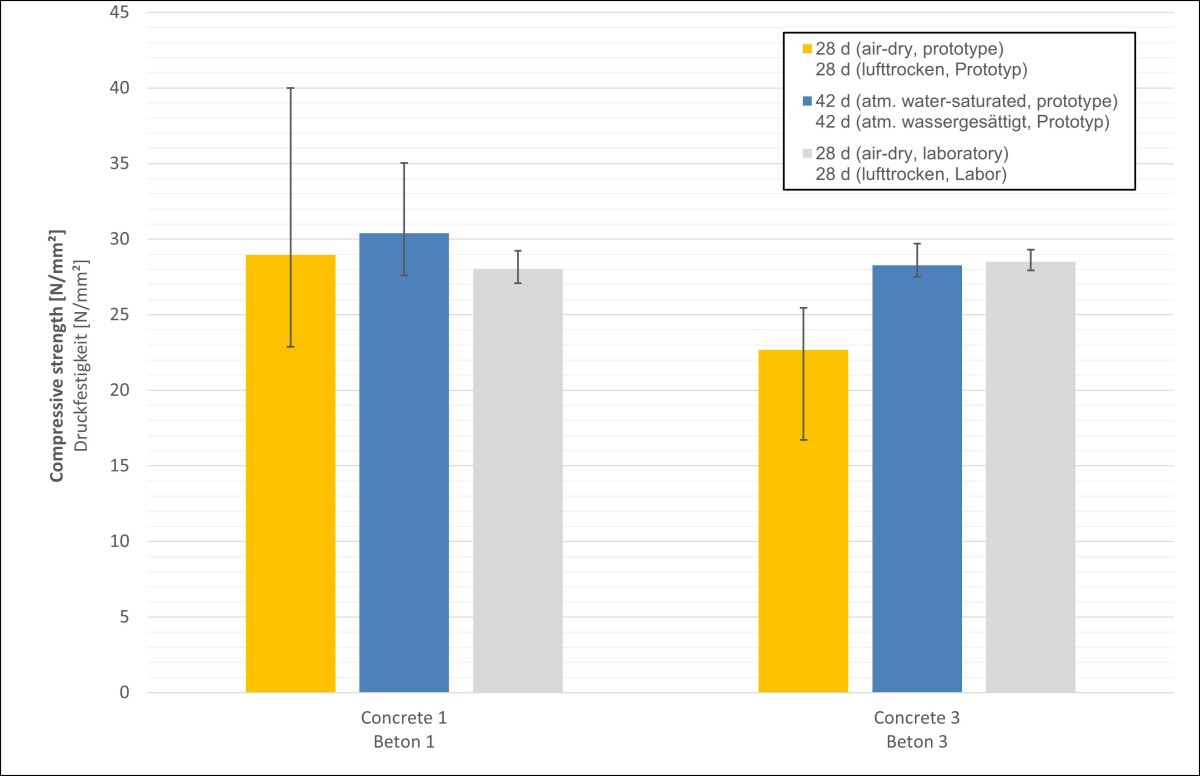 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith
 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith
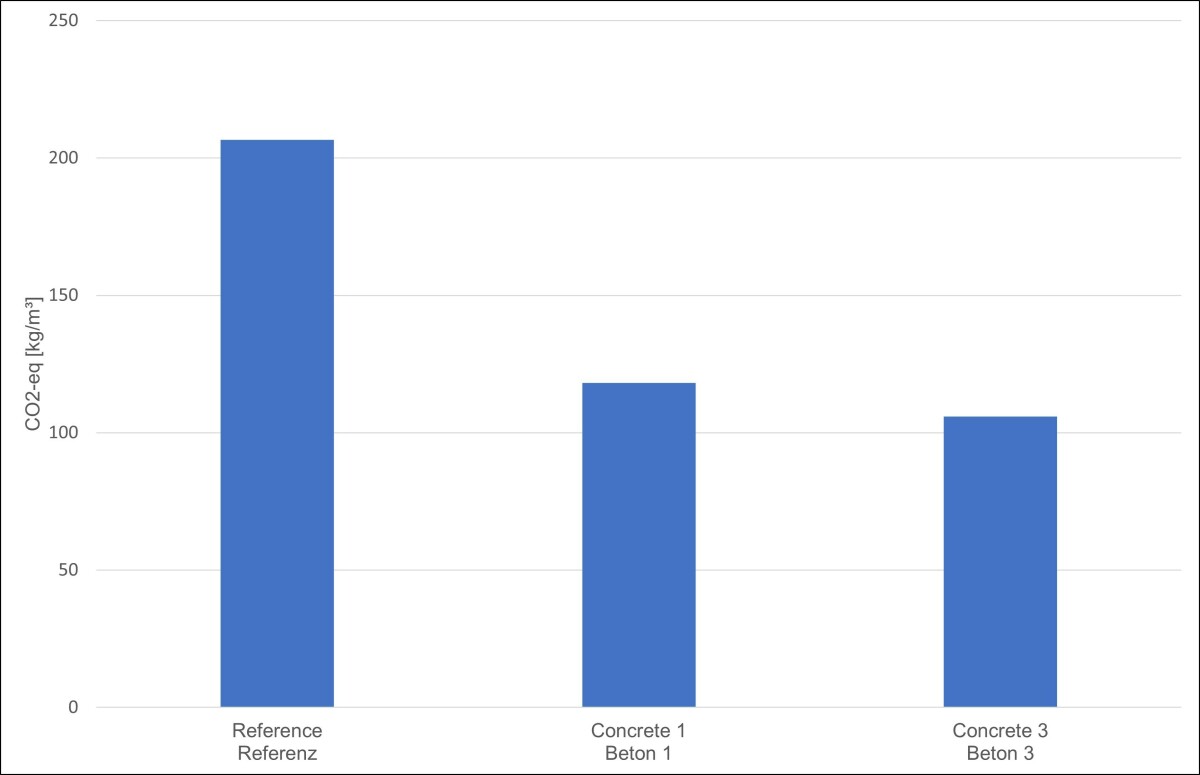 Figure: Harnisch/Ufermann/Judith
Figure: Harnisch/Ufermann/Judith



This paper examines selected findings of a research project funded by DBU as part of which practice-oriented applications of alkali-activated binder systems based on recycled crushed concrete sand were investigated in respect of the production of concrete products.
The cement industry and concrete manufacturers together are appealed for reducing the consumption of resources as well as the carbon emissions related to the production of cement. This paper examines selected findings of a research project funded by DBU (German Federal Environmental Foundation) as part of which practice-oriented applications of alkali-activated binder systems based on recycled crushed concrete sand were investigated in respect of the production of concrete products.
1 Introduction
Owing to the positive developments in the field of renewable energy sources, there is,...