Market trends for green cements for environmentally friendly concretes (Part 1)
 Figure: Pexels João Jesus
Figure: Pexels João Jesus
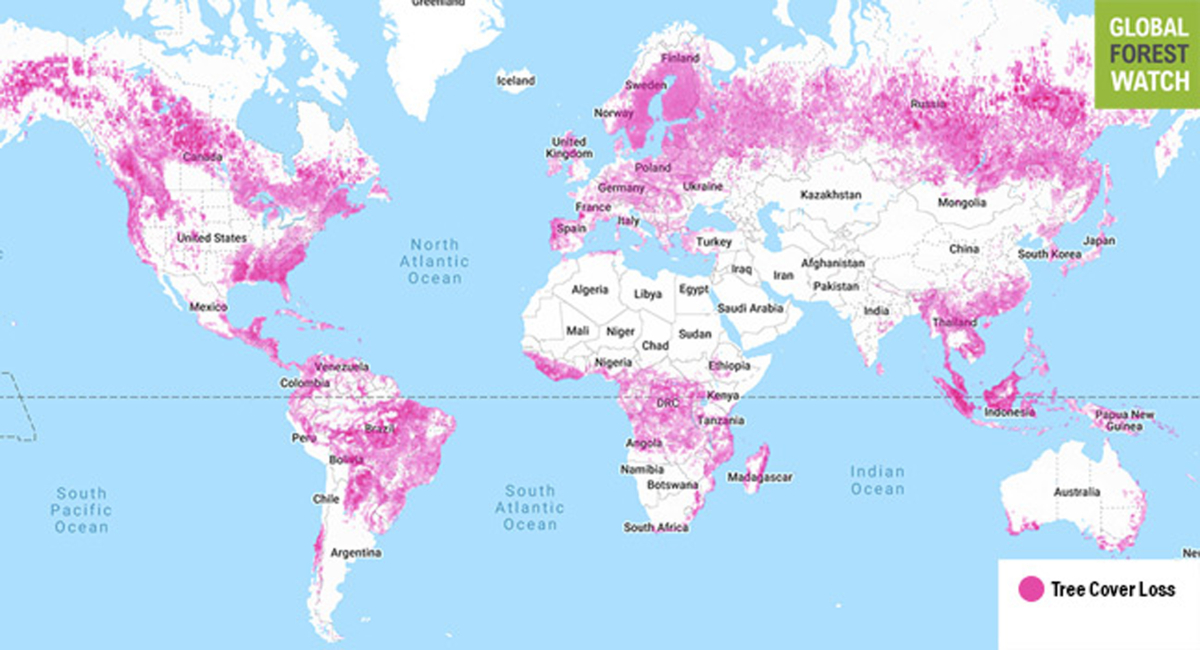 Figure: Global Forest Watch
Figure: Global Forest Watch
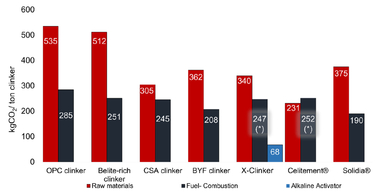
 Figure: Oyak Cement
Figure: Oyak Cement
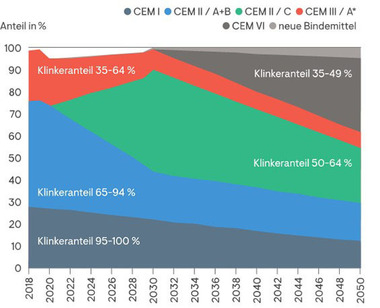
 Figure: Cembureau
Figure: Cembureau
 Figure: IEA
Figure: IEA
 Figure: IEA
Figure: IEA
 Figure: Aalborg Cement
Figure: Aalborg Cement
 Figure: DTI
Figure: DTI
 Figure: DTI, Torben Eskerod
Figure: DTI, Torben Eskerod
![Fig. 09: ACT production processes [5]](https://www.bft-international.com/imgs/2/0/2/7/5/1/5/HA_1221_Fig.09_Fig9L_ACT1-5de692a5d00ad59c.jpeg) Figure: Re magnis denda abo. Namenim agnatqu id
Figure: Re magnis denda abo. Namenim agnatqu id
Green cements are booming because the cement and concrete industry is on a net-zero journey to become carbon-neutral by 2050. What are the latest market trends for green cements and which types of green cement will have a major impact? Some answers will be given in Part 1 of this article.
Green cements are booming because the cement and concrete industry is on a net-zero journey to become carbon-neutral by 2050. But what contribution can green cements provide to reduce carbon emissions in the cement industry? What are the latest market trends for green cements and which types of green cement will have a major impact? Some answers will be given in Part 1 of this article.
1 Introduction
Buildings account for an estimated 37% of the global carbon emissions. About one third is generated during the construction phase, while two thirds are generated during the lifetime of the...