Morton/DSK Grad
Russia: State-of-the-art planning and production technology









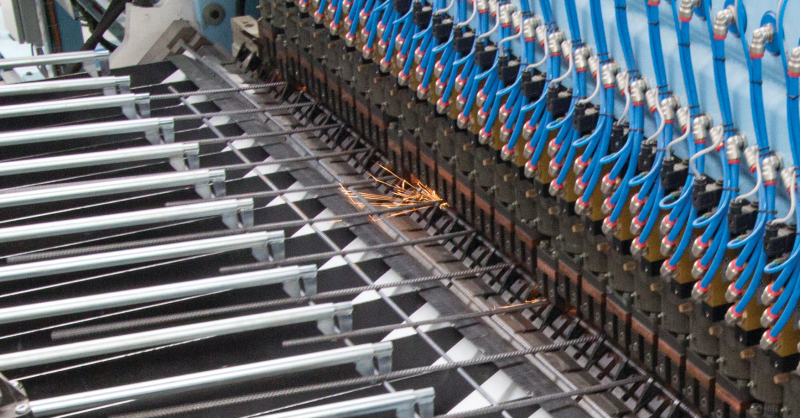






The Morton construction and real estate group is breaking totally new ground in Russia: It is one of the first companies in Russia that are planning and constructing individual building projects instead of series buildings. The DSK Grad precast plant near Moscow is manufacturing the appropriate elements (see BFT International 08/2014, 07/2015, 08/2015). Prilhofer Consulting, who was commissioned with planning and design of the production equipment of the DSK Grad precast plant, together with the machinery and equipment suppliers involved, describe the project in this article.
The newly...





