Ever better, ever faster – increased quality and productivity in the manufacture of concrete products
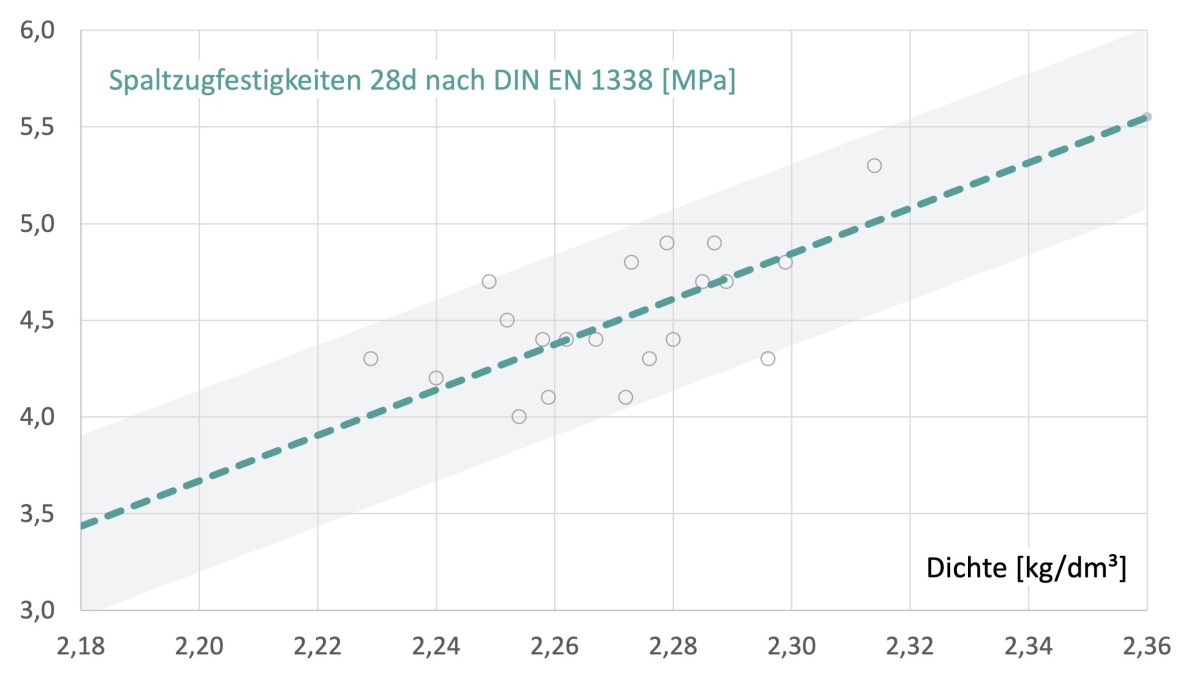 Figure: Sika Deutschland
Figure: Sika Deutschland
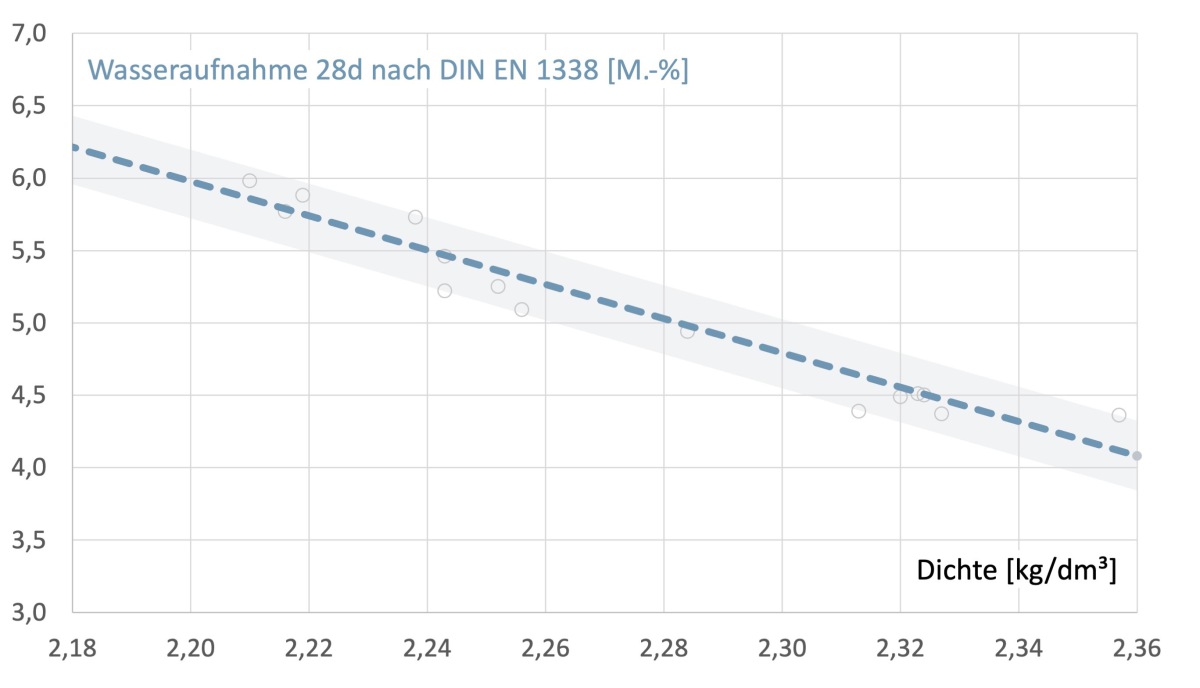 Figure: Sika Deutschland
Figure: Sika Deutschland
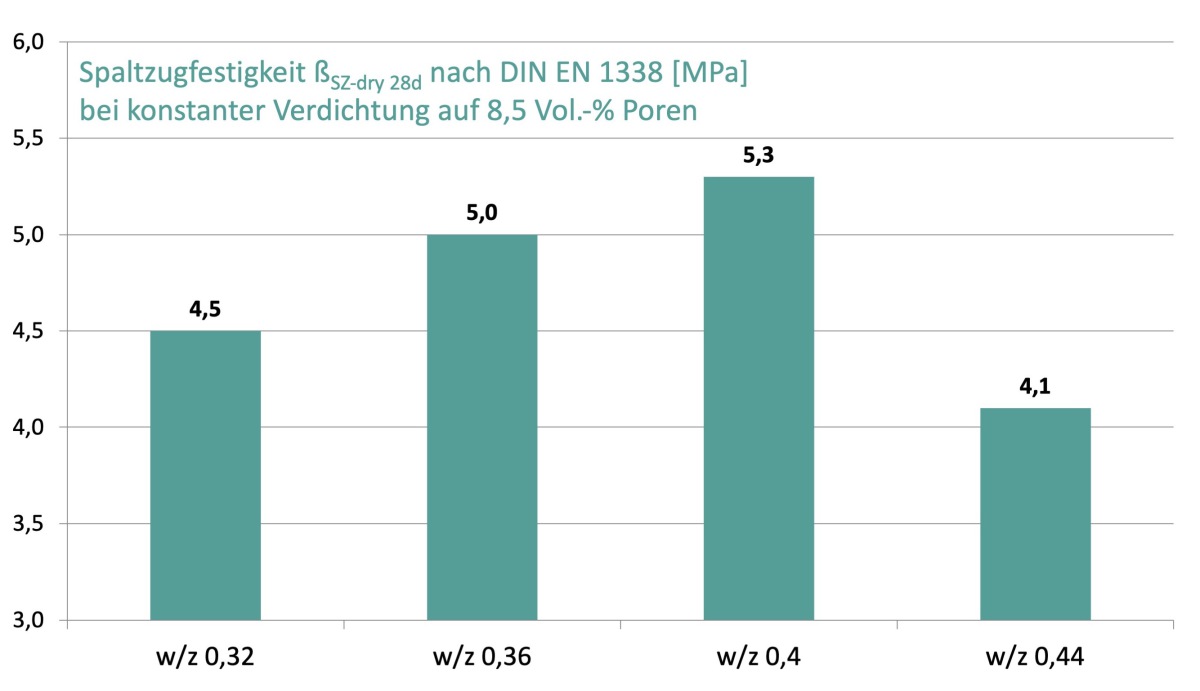 Figure: Sika Deutschland
Figure: Sika Deutschland
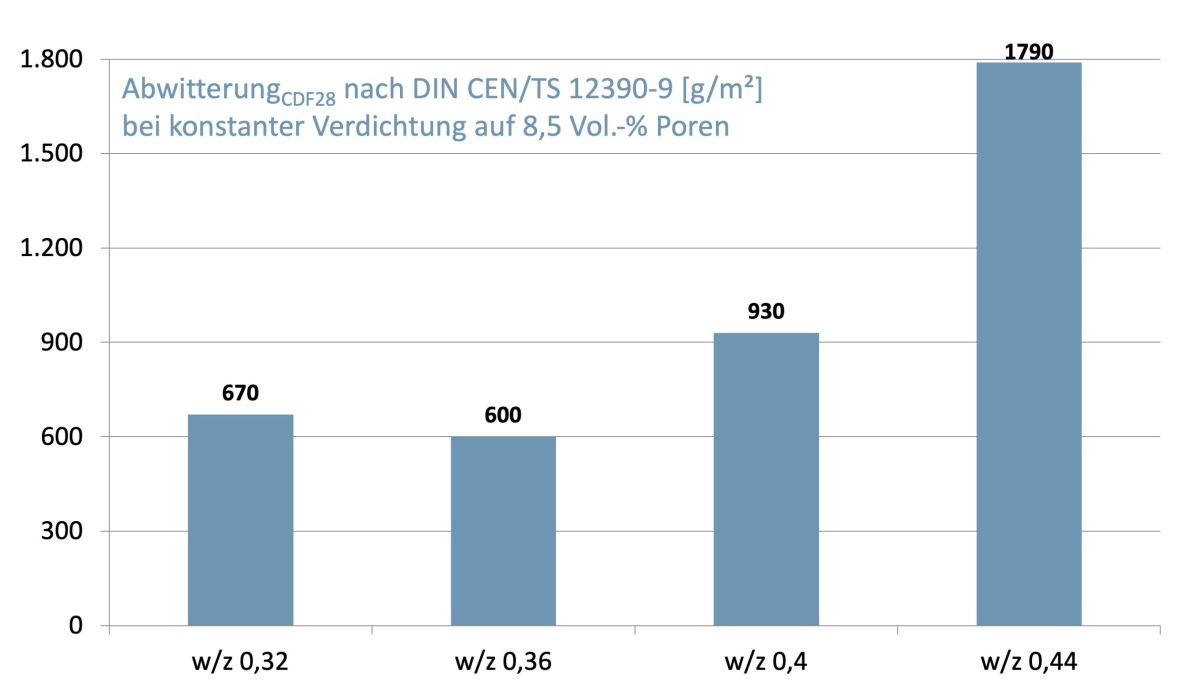 Figure: Sika Deutschland
Figure: Sika Deutschland
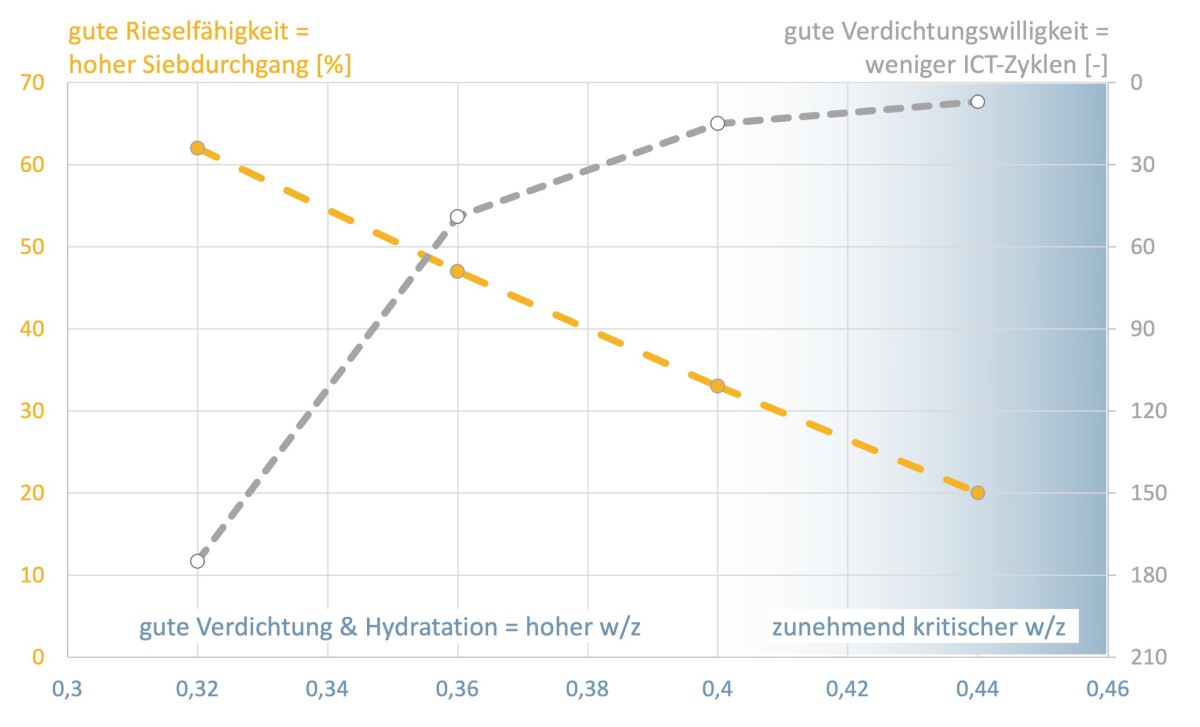 Figure: Sika Deutschland
Figure: Sika Deutschland
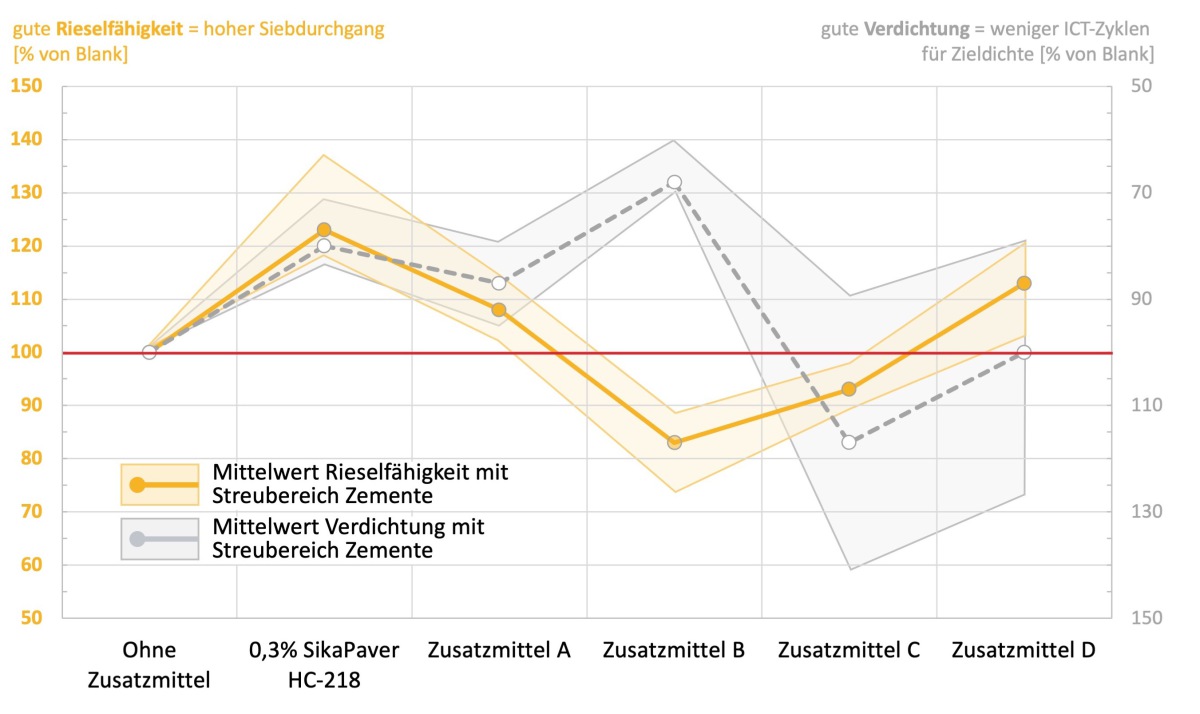 Figure: Sika Deutschland
Figure: Sika Deutschland
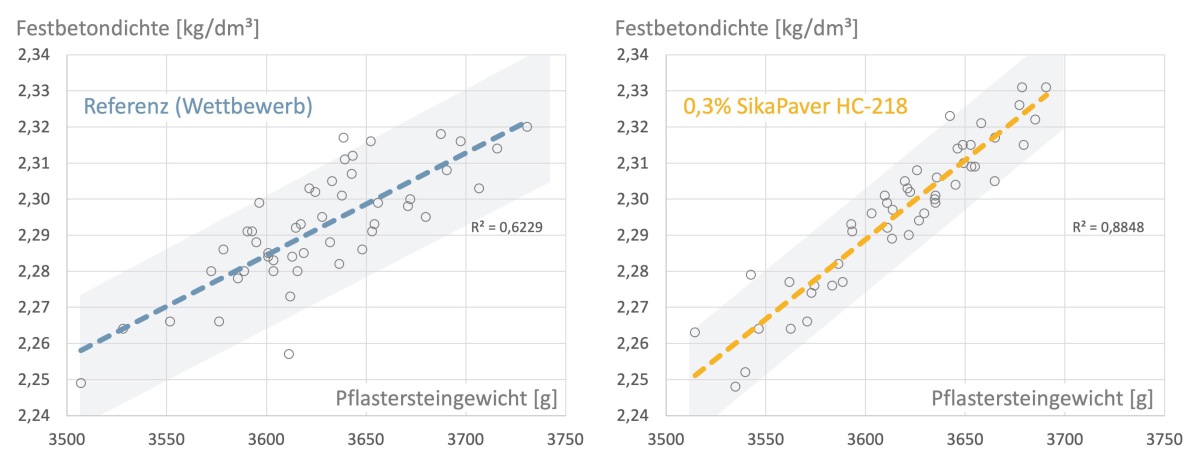 Figure: Sika Deutschland
Figure: Sika Deutschland
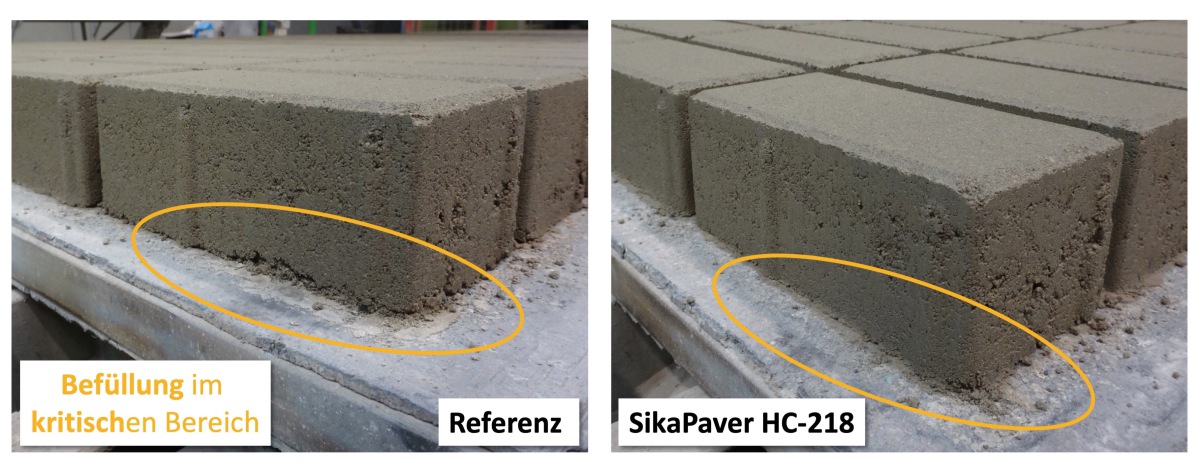 Figure: Sika Deutschland
Figure: Sika Deutschland

In order to produce paving blocks of more uniform and higher qualities, the influencing factors and their mechanisms of action must be known. Against the backdrop of practical experience, Sika Deutschland GmbH has carried out specialized research to find solutions for paver production with zero-slump concrete.
Customers increasingly expect pavers to have an appealing and consistently uniform look. The higher quality requirements are defined by properties such as brilliant colors, absence of efflorescence, and ease of care, and are colloquially described by the term “better”. On the other hand, the producers of these pavers need to be profitable, which means manufacturing more products in less time and with fewer rejects. This requires a “faster” production process.
But how to reconcile the seemingly contradictory requirements of all parties involved with the aid of knowledge in the field of concrete technology, innovative admixtures and state-of-the-art testing methods?
Reducing and monitoring compaction pores
In order to achieve more uniform and higher qualities, the influencing factors and their mechanisms of action must be known. Against the backdrop of practical experience, Sika Deutschland GmbH has carried out specialized research to find solutions to the challenges of paver production with zero-slump concrete.
The industry is aware of the fact that all quality values are related to concrete density. A lower pore volume (compaction pores and capillary pores) results in increased strength (Fig. 1) and, above all, reduced water absorption (Fig. 2). The latter is directly associated with a desired visual appearance and an extended service life.
Prior to considering how to improve compaction, we need to ensure, in a first step, that the existing densities are monitored. Manual measurements of the weight and height to determine paver density (mean value of core and facing layer) are still common practice. Automatic systems for height measurement in combination with board weighing provide a good and, above all, continuous possibility to monitor the average density. If the range of variations on the board is determined periodically by the quality assurance team, the production team can predict and therefore control the quality range of the manufactured products already as during the production process.
Evaluating compaction of the facing layer
Compaction of the facing concrete, which is particularly important for visual appearance, can be tested on the pavers right after leaving the production machine by means of theWPT water penetration test. The test involves measuring the time in seconds required for 1.5 ml of the test liquid to seep into the fresh facing layer. A longer WPT time (target > 30 seconds) is equivalent to a denser structure and therefore more durable quality of the facing concrete.
Optimizing the moisture content
The moisture content of the concrete mix plays a vital role when it comes to an efficient increase in compaction. It is understood that in zero-slump concrete higher water-cement ratios (w/c) or water-binder (w/b) ratios (w/b with full allowance of fly ash as a hydraulic binder for reasons of simplicity), respectively, produce better results, since an increased amount of water causes an increase in compaction and full cement hydration. Practical results have validated the theory that this is true up to the maximum water content of w/c or w/b = 0.40.
Water contents in the core concrete exceeding this limit set by cement technology cause capillary porosity with negative effects such as reduced strength (Fig. 3) and significantly reduced frost-thawing agent resistance (Fig. 4). Due to the risk of concrete sticking to the tamper head, facing concretes are generally processed at significantly lower w/c ratios, thus achieving correspondingly low surface scaling rates when sufficiently compacted.
In order to utilize the positive effect of the water on compaction and hydration without incurring any negative effects, a typical variation of the water content by +/- 6 l/m³ of concrete results in a target w/c or w/b value of 0.38.
Monitoring the moisture content is thus of paramount importance. This implies checking the moisture content of all aggregates and measuring the moisture content of each batch of concrete in the mixer. In addition to these electronic systems, determining the actual moisture content manually by means of a kiln or microwave is mandatory. Practical results show that the actual water content can be both significantly lower (w/c or w/b, respectively, of 0.32) and significantly higher (w/c or w/b, respectively, of 0.48) than the target value.
Compactable aggregate composition
Another focus is on the grading curve of the aggregate, which is largely responsible for good compaction and the amount of water required. A well-graded material results in improved particle packing and therefore fewer compaction pores. An exceedingly coarse grading curve produces too many pores even with good compaction. An exceedingly fine grading curve, on the other hand, requires a high amount of water, which poses the risk of an exceedingly high w/c ratio considering the economic pressure to minimize the binder content. Experience has shown that an aggregate gradation enabling easy compaction can be achieved by aiming for the Fuller curve. Despite a high content of ultrafines, the water demand of the grading curve is kept low. The basis is, therefore, good concrete technology.
Minimizing variations in quality
Variations between the different batches of concrete can be minimized by matching the concrete formulation to the targeted pore content taking into account all factors related to concrete technology, automated moisture measurement of the aggregate, and precise batching systems. Nonetheless, the quality of production varies due to variations in the density caused by non-uniform material distribution across a production board (filling of the molds). Reducing the weight of a rectangular paver of 10 x 20 x 8 cm in size (target weight approx. 3.6 kg) by just 80 g while maintaining the height reduces the density by 0.05 kg/dm³ or causes an increase in compaction pores by 2% by volume, respectively, resulting in an increase in water absorption of approx. 1% by mass.
Experience has shown that the effects of variable influencing factors decrease to the extent that the density achieved approaches the maximum density. The goal for high and uniform quality must therefore be to achieve a high degree of compaction as quickly as possible. Compaction aids reduce the pore content and therefore the range of variations in a single batch. In addition, since they are particularly effective when used with drier concrete mixes, the differences in compactability between batches with varying moisture contents are minimized to the greatest possible extent.
Flowable filling behavior
Higher water contents likewise support the goal of achieving compaction more quickly. However, they also result in stickier concrete mixes with poorer flowability. In addition to the influences associated with the filling box (filling process, speed, vibrating screen), flowability is an important influencing factor when filling the molds. Poorer flowability and increased stickiness exacerbate non-uniform filling of the mold and therefore variations in quality. This applies to both core and facing concretes.
In addition to compensating for variations in moisture and composition across different batches, it is important in production to fill the individual chambers of a paver mold as uniformly as possible. The chambers can be filled more easily with a drier concrete mix. Rapid compaction, on the other hand, is achieved when using a concrete with a higher moisture content. In order to develop a solution for these conflicting requirements, the filling behavior first had to be measureable in the laboratory. The “flowability” laboratory test developed by Sika permits an objective measurement of the factors influencing the flowability that is decisive for uniform filling.
The practical findings in terms of the correlation between flowability and water content were confirmed in the process (Fig. 5). The tests also showed that increasing the water content from a w/c ratio of 0.40 to a w/c ratio of 0.44 barely improves the compactability but significantly reduces the flowability. It was of particular interest to note that concrete admixtures can have both positive and negative effects on the parameters of flowability and compactability (Fig. 6). The goal should generally be to achieve a positive influence on both parameters.
New admixture technology: filling aid
The knowledge obtained led to the development of a new admixture technology, which is available on the market under the product name of SikaPaver HC-218. The innovative filling and compaction aid promotes more uniform distribution of the material in the individual chambers of the mold, thus supporting a consistent quality of the pavers across the production board. In addition to numerous positive quality indicators in everyday practice, the reduced range of variations in the concrete densities achieved across a single production board in relation to the respective paver weight is particularly striking (Fig. 7). In the example shown, the coefficient of determination of the trend line improved from 62% to 88% at a constant concrete moisture content.
This is due to the more uniform filling of the molds, which is also directly evident on the fresh side of production in a more regular flank pattern and more clearly defined edges (Fig. 8). In addition, SikaPaver HC-218 improves compactability. The water-retaining effect additionally permits the concrete mix to be produced at the upper moisture content limit, thus enabling even shorter production times. It should be emphasized that the increase in performance is already evident at an optimum metered quantity of 0.3% by mass of binder and is compatible with all standard types of cement.
Summary
It is possible to meet both the customers’ requirements in terms of esthetic quality and the desire for economical production. This requires a coherent overall concept that consists of a theoretically optimized mix design (density, water content, grading curve), monitoring and ensuring key parameters in production (moisture content and compaction of core and facing concrete), and efficient admixtures tailored to the intended application.
Sika’s intensive research in the field of zero-slump concretes led to the measurability of flowability, which is an important property for this special type of production. The resulting findings enabled the development of the SikaPaver HC-218 filling and compaction aid. With the new product, Sika is making a significant contribution towards optimizing the state-of-the-art, high-quality and economical production of pavers made of zero-slump concrete.