Approaches to improve the product portfolio and the profitability using the example of AAC production plants
 Figure: Masa
Figure: Masa
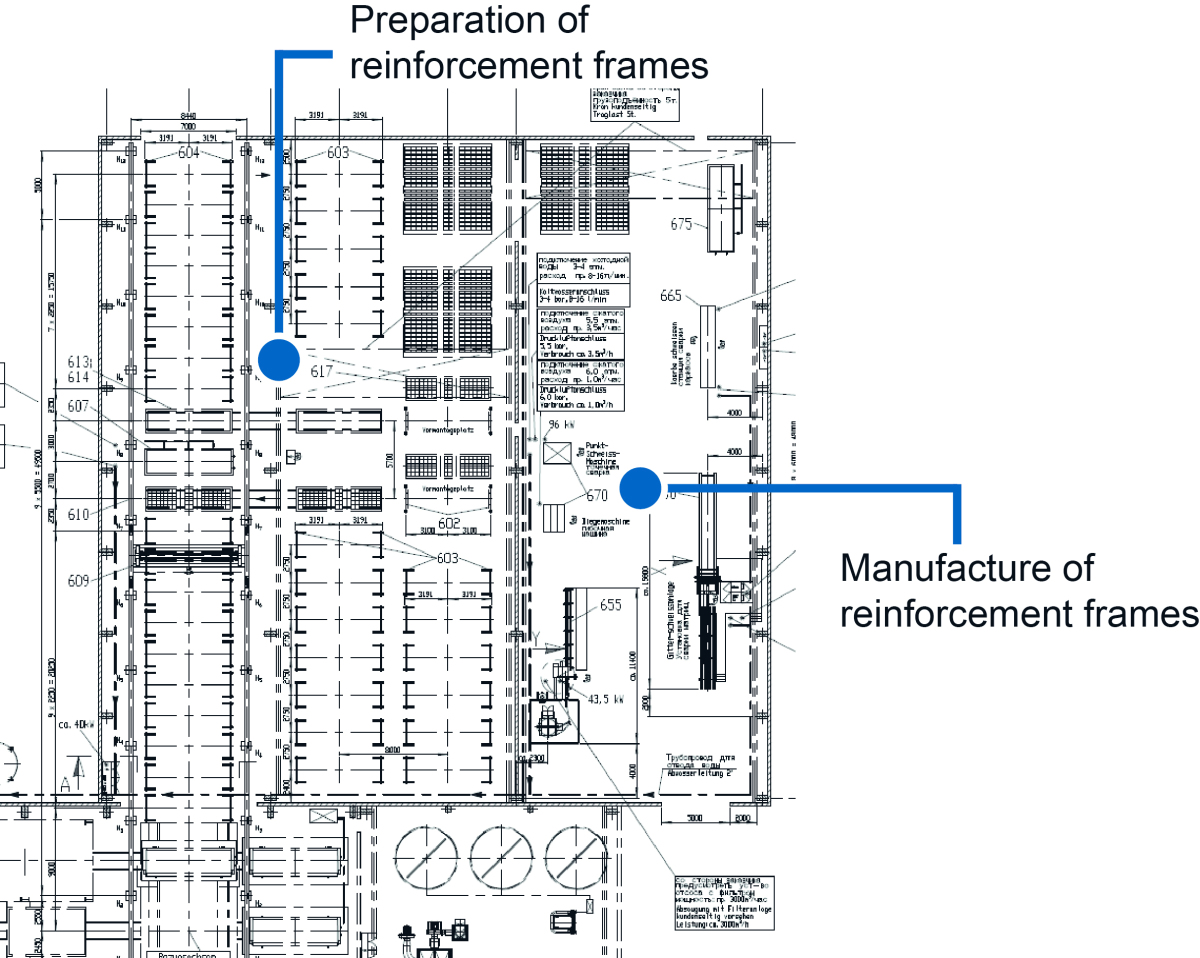 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
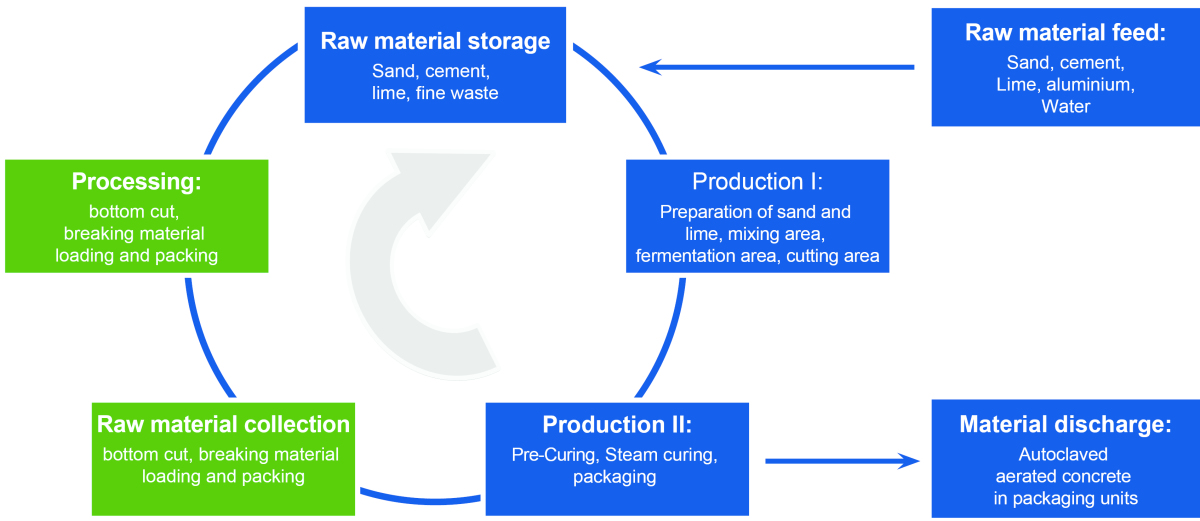 Figure: Masa
Figure: Masa
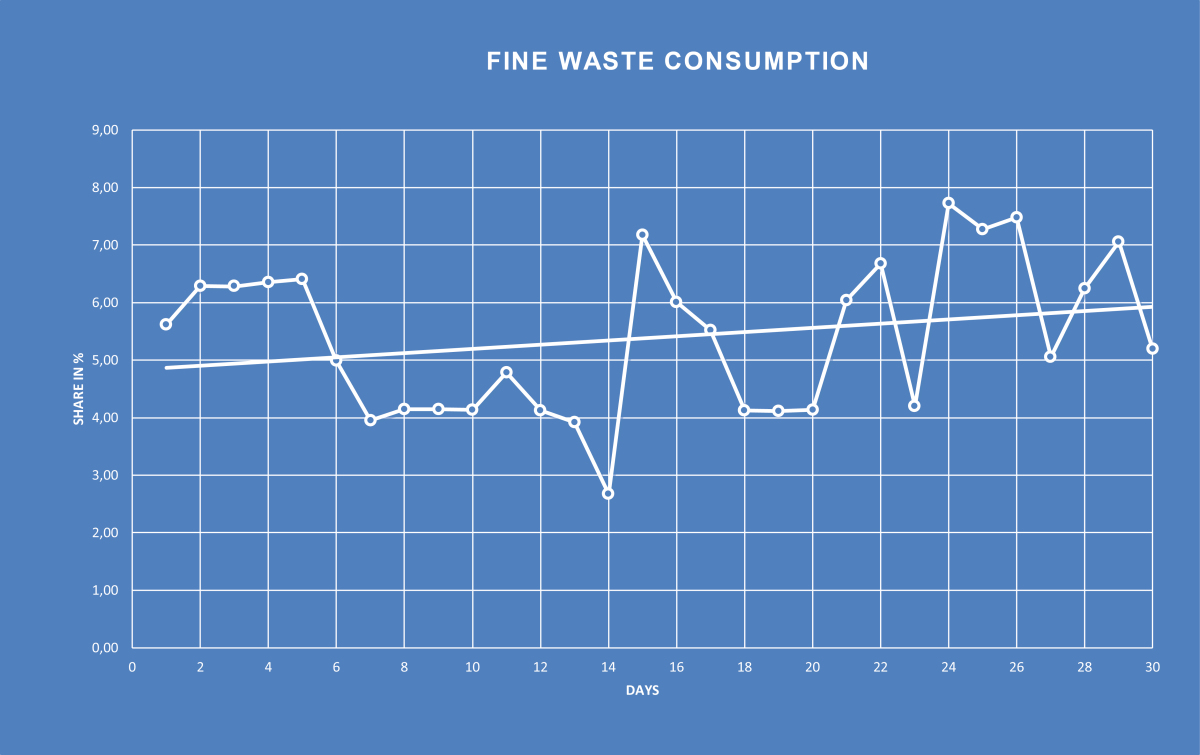 Figure: Masa
Figure: Masa
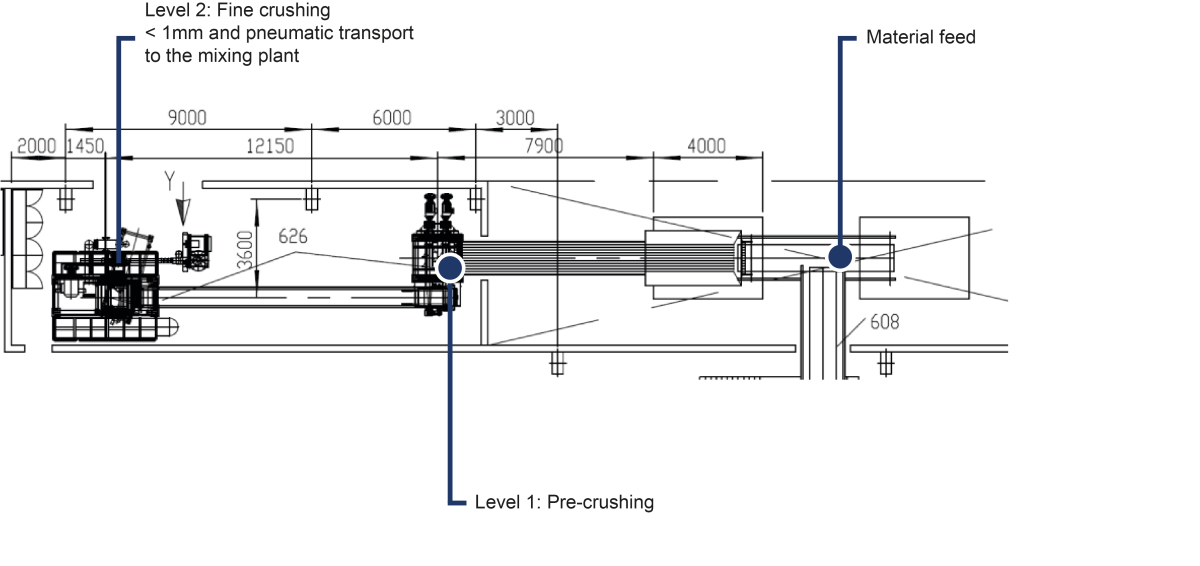 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
Challenging framework conditions call for intelligent solutions. Many manufacturers of AAC products then either focus on extending their initial range of products or on improving production sequences. Masa GmbH, a German mechanical engineering company, have the expertise to advise companies regarding useful measures, and they can also supply the equipment. The following examples shall illustrate some of the various possibilities to invest into an existing AAC production plant.
Extension of the product range
In many markets, demand has continuously shifted from traditional blocks to large-size elements. An extension of the existing machine equipment can help to react to these changed market requirements.
In recent years, many newcomers in the field of AAC production started with the intention to extend their production at a later point of time so that they would be able to manufacture large-size prefabricated elements in addition to standard blocks. The prefabricated elements comprise plane elements, lintels, roof, wall and ceiling elements as well as room-high inside wall panels. Depending on local requirements, the prefabricated elements can be equipped with a steel reinforcement to comply with statics requirements. The advantage for the AAC manufacturers mainly is the higher profit margin of prefabricated elements in comparison to blocks. The client benefits from efficient logistics on the building site. The structure of the building is completed faster, and a high output of square meter per hour reduces the costs for the building considerably.
Intelligent conception
Most customers decide to set up the AAC production plant in several phases. Thus, a smaller initial investment can be sufficient to give the start impulse for the project. In further steps, an increase of the production capacity or an extension of the range of products can be focused on. The complete project should be designed for long-term success. Therefore, Masa emphasize to consider all economic and ecological aspects in the conception and projection phase already.
In the Masa Vario Block line, sand, lime, cement, aluminium, water, and gypsum, if applicable, as well as additives are used to manufacture autoclaved aerated concrete blocks. When planning a new AAC production line, European standards such as DIN EN 771-4 (quality class TLMB) are used as quality standards for the AAC block products. The bonding agents lime, cement, and gypsum are stored in silos outside the production hall, by the side or above the mixing tower. Particularly in the CIS, the impact table technology has been established in Masa plants beside the casting technology common in Western Europe. For this technology, Masa developed an impact table in cooperation with engineers from Belarus 15 years ago already and could thus gain a lot of experience in many plants.
Plant extension in just a few steps
The manufacturing concept for the production of aerated concrete blocks (Vario Block) can be extended for the production of reinforced elements (Vario Panel). When the various steps of extension have already been considered in the basic planning of an AAC plant, the Vario Panel concept can easily be integrated into existing plants. The required modifications and the implementation of the additional plant components can mostly be carried out while normal production is going on. This saves time and money.
Step 1: Preparation area for steel reinforcement cages
A preparation area for steel reinforcement cages is established. This section comprises a straightening and cutting machine that is used to cut steel wires to individual lengths. Then a welding machine particularly designed for AAC plants produces various types of reinforcement grids. In a last step, these grids are converted to individual reinforcement cages.
As AAC is an open-porous building material, the reinforcement materials have to be protected with an anti-corrosive coating.
Step 2: Preparation area for reinforcement frames
The working area for manual loading of the reinforcement frames with steel cages is established. At this point of the production process, it is particularly important that the steel cages are precisely fixed to the holding needles. With the help of a frame system with adjustable holding beams for needles, the reinforcement items are precisely positioned for each individual mould.
Step 3: Loading and unloading unit
A loading and unloading unit is installed. This component places the prepared reinforcement frame onto the casting mould and the reinforcement cages into the still flowable aerated concrete compound thus. This procedure immediately follows the filling of the mould in the mixing plant. Centering elements at the frame and at the mould guarantee a precise positioning of the steel cages and thus precise products. During the fermentation process, the frames remain on the moulds to secure the positions of the reinforcement cages.
The fermentation area usually has a low ceiling height. This helps to improve the thermal balance and to reduce the energy consumption during the fermentation process.
When the fermentation process is completed, the same loading and unloading unit removes the frame including holding beams and needles from the mould. The steel reinforcement items remain in the aerated concrete cake that is ready for cutting now.
The existing transport unit transfers the cake to the cutting line.
Step 4: Cutting line
The existing cutting line of the Vario Block line is flexibly adjustable, therefore, modifications are not necessary. It is possible to manufacture various types of reinforced products without any problems.
Step 5: Autoclaves
To give the products their final consistency, they are hardened in autoclaves under steam pressure. For the hardening cycle, it has to be considered whether products with or without reinforcement are processed. Compared to normal block production, particularly the pressure increase and the pressure decrease speed levels have to be reduced. This means an extension of the complete hardening process by approx. two to four hours. As the steps of the autoclaving process can individually be adjusted in the Masa autoclave control system, the transition to reinforced products of best possible quality is quick and easy. For an economical integration of the manufacture of reinforced products into the production process, a quantity of at least one autoclave loading of reinforced products is reasonable.
Step 6: Packaging area
When the hardening process is completed, the products are ready for use and are transported to the packaging area. For the reinforced products, a separate packaging line is installed. The existing block transfer device can be used to place the products on a special chain conveyor. Packaging is carried out individually and depends on the products and local requirements.
This example of the extension of a mere block production plant to a plant with the possibility to manufacture reinforced products clearly shows that a small investment can substantially change the range of products.
Improved efficiency
A careful and efficient consumption of raw materials leads to a higher efficiency of the complete plant. This has already been proven in many factories.
The complete utilisation of raw materials is an important criterion for the feasibility evaluation of an AAC plant project. The Masa Vario Block concept is based on a process that does not leave any waste at all. The waste generated in the cutting process is collected in a basin with integrated stirring device and reprocessed with water. This return slurry is then pumped into a return slurry tank and returned to the manufacturing process from there. The density of the slurry is monitored via the control system by means of a pipe loop weigher to make sure that the return slurry has a constant quality.
The return of breakage to the manufacturing process is considered as well. In a separate plant, blocks that are e.g. broken during truck loading, or the bottom cut that is generated in the course of the production process are reprocessed.
In the latest Masa autoclaved aerated concrete block production plants, the cakes are autoclaved lying flat. In these cases, the green bottom cut is recycled right away. Thus, the reprocessing plant can be planned to be smaller.
During production, usually a proportion of up to 10 % referring to the total quantity of solids (% by weight) can be added to the manufacturing process via the mixing plant. In some factories e.g., approx. 5 % by weight of waste are used for the manufacture of products with a density of 500 kg/m3. This reduces the consumption of sand and bonding agents, and the production costs can thus be cut considerably. Using the described measures to the full means that the complete autoclaved aerated concrete waste that originally could not be used anymore is recycled. No raw materials are lost. Many factories successfully work with this concept.
A Masa customer from Belarus who has successfully run an AAC factory for several years, comments on the concept for the use of raw materials as follows: „The return of broken blocks works very well. The processing of breakage material enables us to return – beside the bottom cut – waste material occurring during loading to the process. A clear economic advantage for us, as we can save a lot of raw material.”
Another possibility to save resources – particularly in large AAC plants – is the immediate re-use of the steam that arises when the pressure is released. This can optimize and reduce the power consumption for the hardening process. This so-called direct transfer (the steam released from one autoclave is directly transferred into another autoclave to support the steam generating process there) can easily be carried out with the Masa autoclave control system.
Using a steam intermediate storage system can serve to optimize the energy consumption. Equipment required for this can be added to the factory equipment and the control system.
The produced condensate has to be cooled down before it can be used. In many plants, special heat exchange systems are installed so that the energy from the condensate can be used to heat up various plant sections. In many cases, it serves as hot water for heating plants, for example. When the condensate has cooled down, it can also be returned to the sand milling process. The maximum recommendable quantity for this has to be tested individually. Furthermore, the fermentation and rising process has to be monitored continuously, as the condensate is alkaline.





