Approaches to improve the product portfolio and the profitability using the example of AAC production plants
 Figure: Masa
Figure: Masa
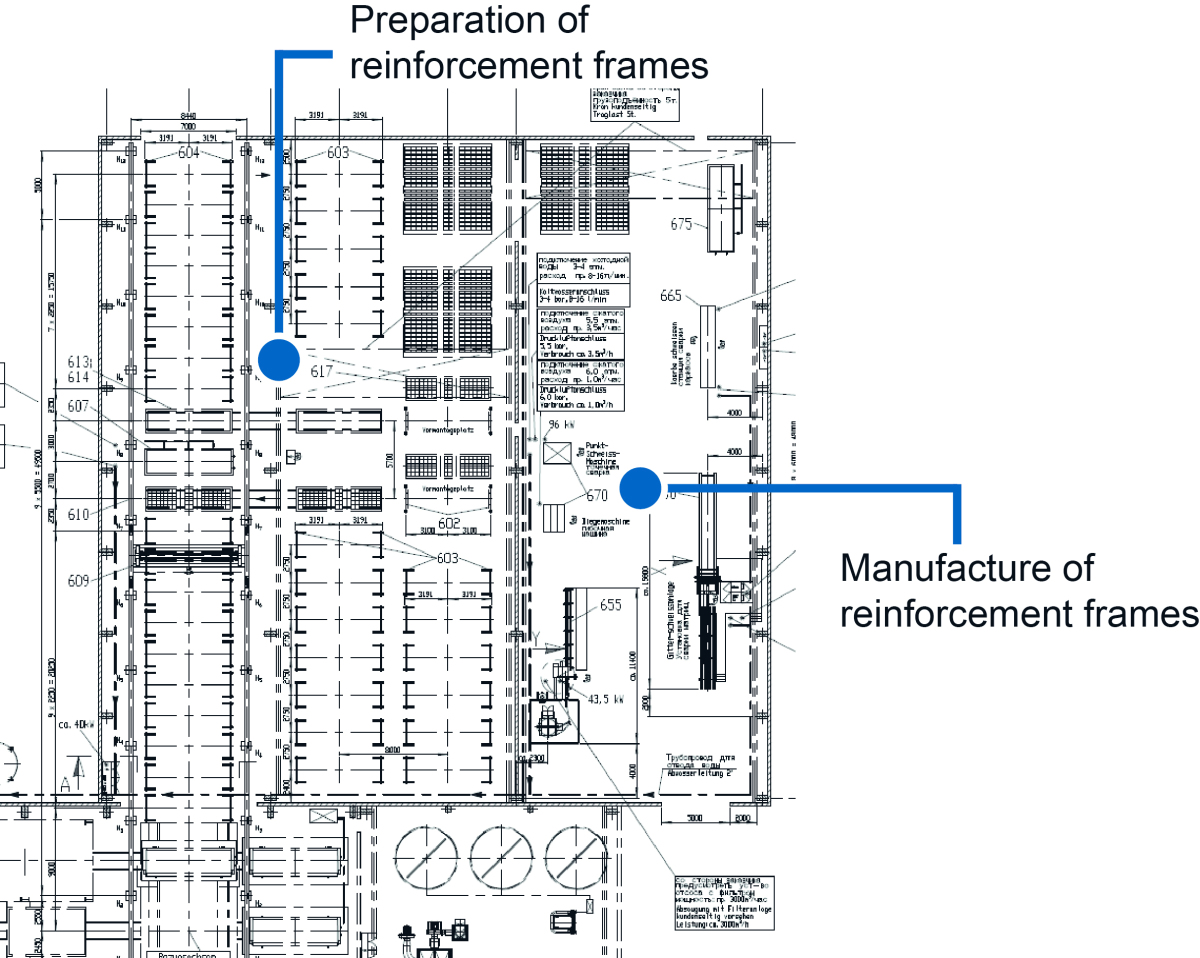 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
 Figure: Masa
Figure: Masa
Challenging framework conditions call for intelligent solutions. Many manufacturers of AAC products then either focus on extending their initial range of products or on improving production sequences. Masa GmbH, a German mechanical engineering company, have the expertise to advise companies regarding useful measures, and they can also supply the equipment. The following examples shall illustrate some of the various possibilities to invest into an existing AAC production plant.
Extension of the product range
In many markets, demand has continuously shifted from traditional blocks to large-size elements. An extension of the existing machine equipment can help to react to these changed market requirements.
In recent years, many newcomers in the field of AAC production started with the intention to extend their production at a later point of time so that they would be able to manufacture large-size prefabricated elements in addition to standard blocks. The prefabricated elements comprise plane elements, lintels, roof, wall and ceiling elements as well as room-high inside...





