Admixtures enable massive CO2 reduction in concrete
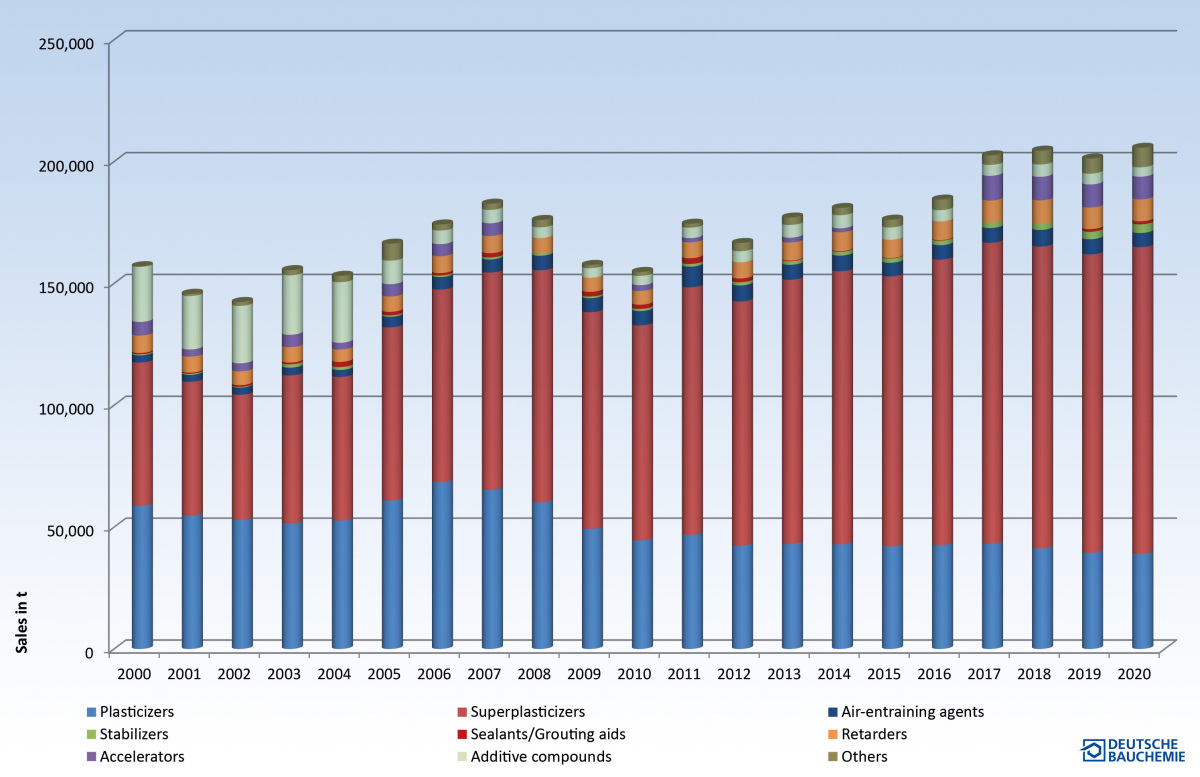 Figure: Deutsche Bauchemie
Figure: Deutsche Bauchemie
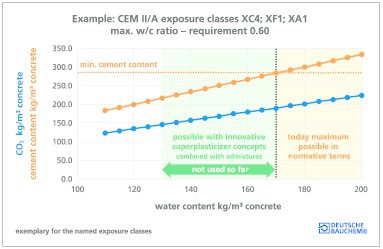 Figure: Deutsche Bauchemie
Figure: Deutsche Bauchemie
 Figure: Ha-Be Betonchemie
Figure: Ha-Be Betonchemie
 Figure: MBCC Group
Figure: MBCC Group
 Figure: MBCC Group
Figure: MBCC Group
 Figure: MBCC Group
Figure: MBCC Group
 Figure: MBCC Group
Figure: MBCC Group
The decarbonization process has long since been initiated by the cement industry and subsequently by concrete manufacturers, who have developed CO2-reduced concrete. The following article highlights the importance of concrete admixtures already in production and explains how cement-bound building materials can be optimized with concrete chemistry in an environmentally sound manner.
The German federal government‘s decision to achieve climate neutrality in Germany by 2045 has further increased the pressure, also in the construction industry, to take comprehensive measures to reduce greenhouse gas emissions. The decarbonization process has long since been initiated by the cement industry and subsequently by concrete manufacturers, who have developed, among other products, CO2-reduced concrete. In this context, the following article highlights the importance of concrete admixtures already in production and explains how cement-bound building materials can be optimized with concrete chemistry in an environmentally sound manner.
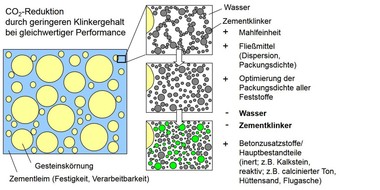
Processes to reduce clinker in cement and thus cut CO2 emissions have been underway for some time. According to experts, however, there is still a lot of development potential in Germany. The technical challenges, in particular the plastification/liqeufaction of concrete and the guarantee of a specified consistency over a certain period of time, become greater with the increased use of new blended cements. The prerequisites for their use can only be created/realized by concrete admixtures.
Market development of concrete admixtures
Modern concrete technology is inconceivable without concrete admixtures. Self-compacting, high-strength and ultra-high-strength concrete, for example, owes its market success to the use of specific concrete admixtures. These have not only significantly expanded the range of applications for concrete; they also ensure faster and safer processing and, consequently, better economic efficiency. Concrete plasticizers and superplasticizers are the most commonly used concrete admixtures in practice.
Today, manufacturers produce concrete admixtures for manifold, highly specialized applications from high-rise construction in desert countries to offshore wind farms in the oceans and tunnel projects in the Alps. The continuously expanding range of applications and the generally positive business situation of the construction industry form the basis for the stable high sales figures and the increased demand for concrete admixtures both internationally and nationally.
In the annual report 2021 (page 34, pdf version), Deutsche Bauchemie published this chart showing the sales figures for concrete admixtures in Germany over the past 20 years (Fig. 1). It becomes evident that the 200,000-ton mark was exceeded for the second time last year (after 2018). Across Europe, more than 1.5 million tons have been used annually since 2015.
Innovative concrete admixtures are subject to constant further development and optimization. Polycarboxylate ether (PCE)-based superplasticizers are just one example. These products make it possible to systematically adjust certain concrete properties that were previously unattainable in this form. This is the only way to develop customized solutions that are precisely tailored to individual applications and comply with up-to-date requirements in environmental and health protection. Therefore, manufacturers of concrete admixtures are able to realize a substantial contribution to CO2 reduction and thus to greater sustainability in concrete applications.
Overview of possible approaches in optimization
Manufacturers of concrete admixtures see opportunities to achieve this objective for the following areas or effect groups:
Superplasticizers,
Hardening accelerators,
Stabilizers / Viscosity modifiers,
Concrete admixtures for optimizing the service life of concrete components,
Concrete admixtures for geopolymer concrete,
Admixtures for the cement industry.
1 Superplasticizers
Here, the most extensive potential stems from innovative superplasticizer concepts for controlling processability, concrete rheology, slump life and reduced slump loss respectively with a total of five different options:
1.1 Option 1: Water savings, clinker and binder
reduction
This option comprises water savings, clinker and binder reduction and thus cuts of CO2 emissions by up to 25% CO2 or up to 50 kg CO2 per m³ concrete (basis - standard ready-mix concrete with CEM II/A). If these steps were implemented for 60% to 70% of the ready-mix concrete volumes of approx. 53 million m³ per year in Germany, annual CO2 savings of 1.6 million to 1.85 million tons could be achieved. Further positive effects for the precast and concrete products industry could be expected.
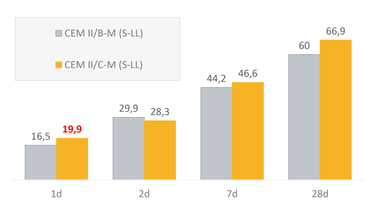
1.2 Option 2: New binders and additives
This option is for the use of new types of binders and additives or for increasing the share of additives, making it possible to efficiently reduce the clinker factor and CO2 emissions. To achieve this, the clinker content in the cement must be lowered from the current average of 80% per ton of cement to 50% or less (basis for calculation = approx. 750 to 800 kg CO2 per ton of clinker). This means a reduction of > 200 kg/CO2 per ton of cement and thus of > 60 to 70 kg CO2 per m³ of concrete. Highly effective superplasticizers enable these processes already today.
1.3 Option 3: Reduction water/cement ratio
Option 3 is based on the reduction of the water/cement ratio and thus achieves a longer durability of the concretes. Their service life can be increased by a factor of 2, which leads to fewer revisions, longer periods of use with a correspondingly later need for new constructions, and a reduction in the recycling rate.
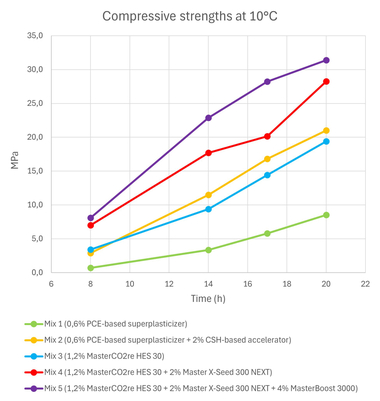
1.4 Option 4: Increasing the compressive strength
This is about the effect that can be achieved with a massive increase in the compressive strength of the concrete. The production of high-strength and ultra-high-strength concretes is also made possible with acceptable quantities of binders. These concrete grades offer the opportunity for leaner construction and lower necessary concrete volume - with the same quality properties. As a result, this means not only a significant CO2 optimization potential, but also an increase in available floor space due to leaner construction.
1.5 Option 5: Use of recycled materials
Concrete admixtures for the use of recycled materials and more regional sand and aggregate qualities can also contribute to CO2 reduction. Previously untapped resources (clay or loam containing aggregates, higher fines, challenging sand qualities) can be utilized with today‘s possibilities. Such resource conservation combined with the optimization of logistics processes means a significant cut in CO2 emissions as well as less disposal and waste.
1.6 Limitations and measures
It becomes evident that scientific and technological development is much more advanced than what is daily practice in production processes and markets. There are several reasons for this gap - first and foremost, normative regulations are in place which significantly limit the activation of the potential described above. Special approvals by the German institute for building technology Deutsches Institut für Bautechnik (DIBt) are extremely time-consuming and costly and cover only individual cases. Therefore, fundamental measures would be the adaptation of standards, the simplification of approval processes and, as an overarching step, promoting climate neutrality in Germany and Europe.
2 Hardening accelerators
They allow the control of early strength and additionally final strength. In this setting, three different options are interesting in terms of CO2 reduction.
2.1 Option 1: Compensation of early strength
reduction
This option compensates for the reduction in early strength by lowering the clinker or binder content and thus maintaining the stripping strength with such a reduced binder content. In figures, this means a reduction of up to 10% CO2; the reduction of 50 to 70 kg/m³ clinker results in a reduction of 40 to 55 kg CO2 per m³ concrete. For the precast concrete industry alone, with an annual volume of approx. 5 million m³, a cut of up to 225,000 tons of CO2 per year is possible. In this approach, excess strength could be avoided. Further effects could be realized in the ready-mix concrete and concrete products industries.
2.2 Option 2: Alternative heating energy concepts
This is about saving heating energy in precast plants. Many precast plants use heating systems to quickly achieve minimum strengths for lifting precast elements from the formwork. The combustion of, for example, one liter of heating oil generates around 2.6 kg of CO2. Up to 10 liters/m³ of heating oil are needed for selected precast applications, which corresponds to 26 kg of CO2 per m³ of concrete. With alternative heating energy concepts, CO2 could be avoided or reduced significantly.
2.3 Option 3: Compensation of final strength
reduction
It would be possible to compensate for the reduction of final strength by clinker or binder reduction. In addition to the early strength, also the final strength is actively increased by special additives. This would enable a cut of up to 10% CO2 through the use of cements with a higher proportion of secondary cementitious materials or by lowering the binder content. A cumulative concept of superplasticizer and stabilizer would be thinkable.
2.4 Limitations and measures
As in the case of superplasticizers, the limiting factors are existing normative regulations. This is the starting point for pursuing the maximum possible CO2 savings potential.
3 Stabilizers / Viscosity modifiers
These concrete admixtures ensure maximum robustness and safety in concrete production even at extremely reduced binder contents.
The use of stabilizers can maximize CO2 reduction in combination with highly effective superplasticizers. CO2 cuts of up to 25% can be achieved in this way.
Existing limitations and the measures recommended to overcome them correspond to those for the effect group of curing accelerators (see above).
4 Concrete admixtures to optimize the service life of concrete components
These include, for example, air-entraining agents, foaming agents, hollow microsphere suspensions, shrinkage reducers and corrosion inhibitors.
4.1 Option 1: More durability, longer service life
Increasing durability and extended service life means fewer revisions, later need for new buildings, and a reduction in the recycling rate. Further effects of using these concrete admixtures include improved impermeability of the concrete structure, less cracking, and protection of the steel reinforcement.
4.2 Option 2: Identical durability
By using specialized concrete admixtures and additives, it is possible to achieve identical durability with low binder or clinker contents and higher w/c ratios. This fact offers additional potential for reducing CO2 emissions.
4.3 Limitations and measures
Also in these options, existing normative regulations are obstacles that make matters more difficult. Moreover, the cost and effort of engineering services for planning and implementation is significantly higher. Primarily, normative regulations should be adapted here too.
5 Concrete admixtures for geopolymer concrete
Geopolymer concrete is produced using alkali-activated binder systems. Abandonment of cement and clinker components thus creates another promising approach: Highly developed system concepts consisting of superplasticizer, activator, binder, and release agent enable a maximum reduction of CO2 by up to 65%.
In addition to the limitations and measures described in the previous paragraph, convincing stakeholders to accept this technology, which has not yet been standardized, remains necessary to implement this approach. Research on this topic is being carried out, inter alia, at the TU Berlin in the Department of Building Materials and Construction Chemistry of Professor Dr. Dietmar Stephan.
Furthermore, it should be noted that sufficient volumes of binders are currently not available for the German market to bring this technology up to the same level as is already being practiced abroad.
6 Admixtures for the cement industry
These include, for example, grinding aids and cement additives. Optimization of the grinding fineness brings a considerable increase in the performance of cement and subsequently enables a reduction of the binder content. Other cement properties (such as water demand, early and final strength) can be specifically optimized. Also, the energy required for grinding is significantly reduced.
In this context, cement optimization means exploiting the full performance spectrum of clinker or cement, maximizing the use of grinding materials and thus clinker reduction. These processes hold considerable potential for cutting CO2 emissions.
7 CO2-reduced concretes in practice
Concrete admixtures are already available for the use of cements with less clinker. They are continuously being adapted to new cements.
The definitions and descriptions of CO2-reduced concretes which are established on the market already and the measures used to achieve the attribute „CO2-reduced“ are inconsistent and do not constitute a neutral benchmark. In addition to the characteristic water-cement ratio (w/c ratio), a minimum cement content must always be maintained to fulfil the quality criteria.
In order to increase the use of CO2-reduced concrete, accompanying mechanisms from the market are needed in addition to the above-described options and technical measures in production. This includes, for example, the behavior of tendering bodies, which seem to find it difficult to abandon old-established processes and really tender public building projects sustainably. Proposals to use such buildings “outside the standard” as pilot projects for genuine sustainable execution in concrete technology have met with virtually no response. The absolute priority of economic efficiency also prevents market growth for CO2-reduced concretes. Quite often, the goal remains to achieve the minimum required performance with the cheapest concrete. However, if the CO2 price continues to rise and cement manufacturers (have to) further increase cement prices, sustainable concretes will automatically become the most economically viable.
8 Outlook
Consequently, the CO2 price will be a significant influencing factor in the further development of CO2-reduced concretes. For this reason, companies will have to increase the prices of less sustainable cements on the one hand and, on the other, address the development shortcomings of the past and create new cements. Then, it will take a relatively long time for these to reach market maturity due to the lengthy standardization processes.
The key to the further development and establishment of CO2-reduced concretes lies in an innovative joint effort based on the above-outlined approaches: innovative concrete admixtures, CO2-optimized cements and usable, regional gravel and sand deposits. These components form the basis for the future normative limits of the regulations for concrete production. Concrete compositions with little cement, fines and water. New, clinker-reduced cements require innovative solutions to ensure concrete performance, especially fresh concrete properties.
Development processes are hampered by inflexible regulations such as the „Additional technical contractual conditions and guidelines for civil engineering works” (ZTV-ING)“ and the „Additional technical terms of contract – hydraulic engineering (ZTV-W)“. In these, the use of concrete admixtures with the active ingredient groups of sucrose and hydroxycarboxylic acid (and for mixed products containing these active ingredient groups) is declared not permissible. Some experts take a different stance and consider their use to be sensible, because petroleum-based raw materials such as PCE or surfactants would be replaced by renewable raw materials (sugar sucrose, gluconate, tartaric acid) in the production of concrete admixtures – thus optimizing their eco-balance. The specifications of the ZTV are also unrealistic because sucrose and hydroxycarboxylic acid are permitted and used everywhere else in Europe.
Nevertheless, the trend towards CO2 reduction continues. The documentation “Climate Neutrality 2050” of Agora Energiewende includes numerous reports of examples where companies name specific targets and strategic steps on how they are tackling the issue of CO2 cuts.
For instance, a German cement manufacturer puts it like this: “By 2019, we already achieved a 22% reduction in the carbon footprint of cement compared with 1990. In 2020, we brought forward to 2025 – initially scheduled for 2030 – the science-based target of a 30% reduction in the carbon footprint of cement, as compared with 1990. For 2030, we are aiming for a reduction of more than 15% compared to 2019, to less than 500 kilograms of CO2 per ton of cement. Our long-term goal is to offer CO2-neutral concrete across our entire product portfolio by 2050 at the latest.”
The most important emission reduction measures for the next 10 years:
Increased use of alternative raw materials and fuels,
Substitution of CO2-intensive clinker in cement by secondary cementitious materials with a significantly lower CO2 footprint,
Extensive investment in plant efficiency and CO2 reduction at plant level,
Increase in the proportion of sustainable, low-CO2 concrete products”.
To really drive this last item on the list, innovative concrete admixtures are essential. The ongoing joint research project „ReCyCONtrol - Self-learning control techniques for the automated production of robust resource conservation concretes - Key to the comprehensive utilization of mineral material flows“ also wants to make a significant contribution. The aim of this project, which is supported by the German Federal Ministry of Education and Research (BMBF), is to produce robust and versatile concretes with aggregate from concrete recyclate based on waste concrete.
Experimental projects like this show the commitment of concrete admixture manufacturers to consistently and sustainably help shape the necessary path of CO2 reduction in concrete technology with a broad range of innovations.
The association Industrieverband Deutsche Bauchemie e.V. represents the manufacturers of concrete admixtures and intensively supports the necessary processes in the member companies, also at European level. The model Environmental Product Declarations (model EPDs) can be named here as an example. Currently, the six European model EPDs for concrete admixtures of the European Federation of Concrete Admixtures Associations (EFCA) are being updated and extended. The work on the documents is accompanied for Deutsche Bauchemie by Working Group 2.1 „Concrete and mortar admixtures and the environment“ in Technical Committee 2 „Concrete Technology“. Representatives from this committee participate in the EFCA Environmental Committee where they provide technical input. The development of an additional model EPD for CO2-optimized liquefying concrete admixtures is currently being discussed at this level.