The world‘s largest aerated concrete plant is located in Hungary


















A proven production output of 565,000 m³, a peak daily/monthly output of 2500 m³ and 65,000 m³, respectively, nine autoclaves for up to 405 molds per day – these are the impressive parameters pertaining to the giant aerated concrete plant operated by Xella Group in Gyöngyös, Hungary. Figures that speak for themselves and are not just theoretical but achieved in actual day-to-day operation. A performance level that is unrivaled the world over.
In 1985, the then state-owned plant was built in an industrial estate near Gyöngyös, about 90 kilometers north-east of Budapest, the Hungarian capital. The technology and all the equipment and machinery were supplied by Hebel. The site provided promising prospects: immediately adjacent to the factory, the second largest, lignite-fired power plant in the country was located. This power plant provided the fly ash that was initially used for producing aerated concrete from summer 1986. From 1990, however, the plant‘s operation was gradually shifted to sand to enable the manufacture of concrete wall products to a higher quality standard. Finally, the plant was privatized and sold to Ytong in 1992. Another two years later, the plant was converted as part of a major investment in order to produce the Ytong core range. As a result, the factory could be operated in four shifts, producing about 430,000 m³ of autoclaved aerated concrete products per year.
The capacity of the plant was expanded by another 100,000 m³ to meet the growing demand for aerated concrete in the neighboring country of Romania. Within just 24 days, the necessary conversion works were carried out in January 2005 as part of a major repair effort. The basis for implementing this project was provided by the installation of a new cutting system because, unlike in most other aerated concrete plants, the production bottleneck of the Gyöngyös/Halmajugra facility had been the result of the cutting system output, rather than of the capacity of the autoclaves. In addition, the company invested in a fully automated oiling and mold cleaning system. As a result, cycle times could be reduced to less than three minutes per mold.
Having been part of the Xella Group since 2003, the Halmajugra plant is unrivaled: at the premises covering an area of over 200,000 m², about 14,000 m² are occupied by buildings, and 63,000 m² are available for storage of Ytong aerated concrete products. The facility mainly manufactures precision blocks (smooth and NF+GT) with bulk densities of P1.6-0.3; P2-0.4; P2-0.5 and P4-0.6, in lengths of 500 and 600 mm, heights of 200 and 250 mm and widths from 50 to 375 mm. About 90% of manufactured products conform to block strength class P2-0.5. The range also includes special products such as headers, U-shaped shells, perforated corner blocks and floor edge blocks.
Mix design
Apart from water, the aerated concrete produced at the Hungarian plant mainly consists of silica sand (up to 73% in most products). This share is increased further to produce even lighter blocks. A Portland cement is used as the binder. In addition, lime and gypsum are required. The latter is sourced as FGD gypsum from the adjacent power plant, which also supplies the required electricity. FGD gypsum is a premium gypsum grade generated in the flue gas desulfurization systems of power plants. As a further constituent, aluminum is added to the raw mix, which acts as an expanding agent. For this purpose, two aluminum pastes with different properties are blended with each other and worked into the concrete at a certain ratio per cubic meter of aerated concrete.
The quality of the autoclaved aerated concrete mainly depends on the fine grading of the sand. The silica sand is thus ground before it enters the mixing process. A ball mill is used for this purpose that provides the capacity to work about 30 tonnes of sand per hour in a wet grinding process (Fig. 1). A second, smaller mill is available as a backup solution to meet peak demand.
The fine sand slurry produced in the mill is then stored in an intermediate tank. Prior to being mixed with the other raw materials, each constituent of the mix runs through its dedicated special mixer equipped with an agitator (Fig. 2). Only shortly before being cast into the mold are the individual components of the mix fed into a single vessel. Aluminum is added as the last constituent of the aerated concrete mix. In this regard, it is also crucial to monitor the temperature profile during the entire process.
Process
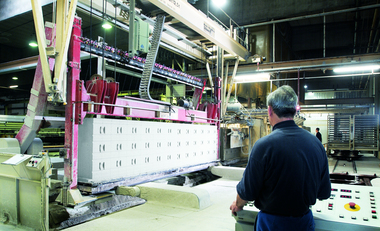
Within only a few minutes, the molds are filled with the liquid aerated concrete mix (Fig. 3). In this process, the 6 m3 molds are filled to about half their level to provide enough space for expansion of the mix. When the molds are filled, the material is being compacted in order to remove any unwanted entrapped air. Only a few moments later, the rising of the mix becomes visible to the naked eye; within only a short period, the mix rises and fills the mold to its upper edge. Due to the influence of the aluminum, the voids typical of aerated concrete will form during this process. When the final filling level has been reached, the mold is circulated into the curing chamber for the material to precure (Fig. 4). A specially designed software controls and monitors the entire process including raw materials processing, mixing and filling of the molds (Fig. 5).
After about five hours, the aerated concrete mix has become hard enough to be demolded and cut to size. This so-called „cake“ is checked for correct hardness (Fig. 6) and initially released from the bottom and the faces of the mold (Fig. 7). The cake is then lifted to the milling station, hanging between the two side parts of the mold. On its underside, the profile (tongue and groove) of the finished block is milled into the concrete (Fig. 8). In the next step, the green product is placed on the cutting system. At the same time, the cake is now positioned on a hardening grid that replaces the side parts of the mold, which had previously acted as supports. The mold parts are reassembled, cleaned in a fully automated process and wetted with a release agent (Fig. 9). The mold has thus gone through a complete cycle and can be filled with concrete again. A total of 83 molds runs on this carousel system.
The aerated concrete cake is then processed further on the cutting system. In the first step, vertical cuts are inserted. Oscillating steel wires cut through the cake from the bottom to the top and thus determine the thickness of the blocks (Fig. 10). In the second step, horizontal cuts define the block height and slab length. In addition, any surface unevenness is removed, and the side parts are cut off. The latter fall onto a conveyor located in the cutting trough (Fig. 11). The residual material is mixed with water, fed into a return slurry box and reused. All of the return slurry is fed back into new aerated concrete mixes (residue-free production). At the next work station, the layer that remained on top of the cake is removed. This layer is lifted off using a vacuum system, followed by the milling of tongue and groove into the upper side of the cake (Fig. 12). This step may also include the milling of recessed grips for easier handling of the blocks on the construction site.
The cakes or blocks have now taken their final shape and are conveyed into the autoclave for curing (Fig. 13). On three levels (Fig. 14), they are moved into one of the nine autoclaves accessible via rail tracks using six carriages (i.e. a total of 18 cakes per autoclave). During peak times, this arrangement enables up to three curing cycles per day, i.e. the autoclaving of 405 molds. Following closure of the nearly 50-meter long, 100 m³ autoclave, the autoclave is first evacuated applying a negative pressure of 0.6 bar. The interior is then heated, and the aerated concrete blocks are cured at a saturated steam pressure of 12 bar. These autoclaving conditions remain constant for a period of six to eight hours. A single curing cycle takes eight to ten hours until the products have hardened completely, including pressure ramp-up and ramp-down. Energy savings can be achieved by applying a overflow process: the excess pressure generated in one of the autoclaves can easily be transferred to another autoclave.
After the autoclaving process, an unloading crane conveys the blocks onto a tilt table that tilts the blocks by 90° and stacks them for the final palletizing and packaging step (Fig. 15). The blocks are then divided into the usual shipping units whilst undergoing a visual inspection, placed on a wooden pallet, wrapped in the typical yellow Ytong film and fitted with the product label (Fig. 16).
The short distance from the autoclave to the packaging of the finished product is one of the many instances that demonstrate what the operation of an autoclaved aerated concrete plant is all about: a sufficient degree of expertise. Some other plants are designed in such a way that sticky blocks need to be separated from each other after autoclaving, which not only requires additional effort (such as using tongs) but also results in a greater ratio of rejects because of the damage to the blocks caused by this procedure. Plant manager Gábor Glück comments: “We haven’t got any problem with sticky blocks. Our mix design expertise enables us to prevent this from occurring”. The in-house testing laboratory also contributes to achieving this favorable situation. The activities of the laboratory include not only compressive strength testing carried out for test cubes taken from each mold but also various types of research. In this endeavor, the plant is supported by the Xella Group technology and research entity located at Brück and Emstal in the German state of Brandenburg. The groundwork for many of the intended product properties, such as being lightweight whilst providing a high degree of thermal insulation, is being done in these locations, and the Hungarian factory is doing an outstanding job in implementing it. It thus comes as no surprise that the plant ranked among the top five production facilities in the worldwide “block production quality benchmarking” exercise, which includes the testing of quality parameters such as strength and apparent density.
Outlook
In 2007 and 2008, the Hungarian plant achieved its highest production output to date, producing 565,000 m³ of aerated concrete. The capacity of the plant has since been adjusted to the current decline in construction activity.
Christoph Schulte