Verdichten von Beton – Stand der modernen Laborrütteltischtechnik
 Figure: Testing
Figure: Testing
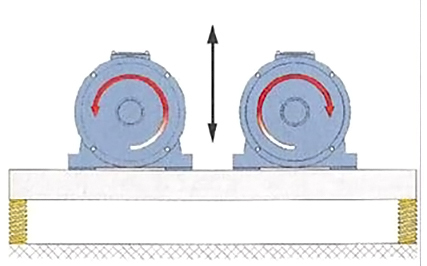 Figure: Testing
Figure: Testing
 Figure: Testing
Figure: Testing
 Figure: Testing
Figure: Testing
 Figure: Testing
Figure: Testing
 Figure: Testing
Figure: Testing
 Figure: MBCC Betonlabor
Figure: MBCC Betonlabor


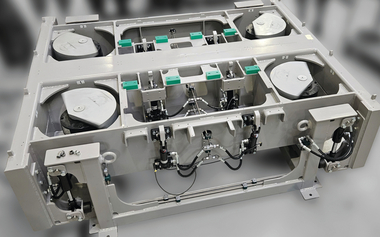
Laborrütteltische müssen verschiedenste Funktionen erfüllen, wie arbeitsschutzsichere Ausführungen hinsichtlich Lärm und Befestigung, zeitsparende und sichere Aufspanntechnik der Proben bei geeigneter Tischgröße, betonangepasste optimale Verdichtungswirkung, stufenlose Voreinstellung der Verdichtungsparameter und variable Drehzahleinstellung bei ausreichender Zentrifugalkraft.
1 Theoretische Grundlagen der Betonverdichtung
Der zu erstellende Frischbeton besteht aus den Komponenten Zement, Gesteinskörnung verschiedenen Korngrößen, meist zwischen 0,25 und 32 mm, sowie Zugabewasser.
Dieses klassische Dreistoffsystem wird durch Zugabe von Betonzusatzmitteln und Betonzusatzstoffen heute meist, um nicht zu sagen immer, zu einem Fünfstoffsystem erweitert. Durch Mischen dieser Betonausgangsstoffe wird die notwendige Gleichmäßigkeit der Zusammensetzung gewährleistet. Der unverdichtete Beton, der aus der Mischanlage des Betonwerkes in die Schalung eingefüllt wird, hat aufgrund...