UNITECHNIK
Thanks to UniCAM.10 production keeps in time
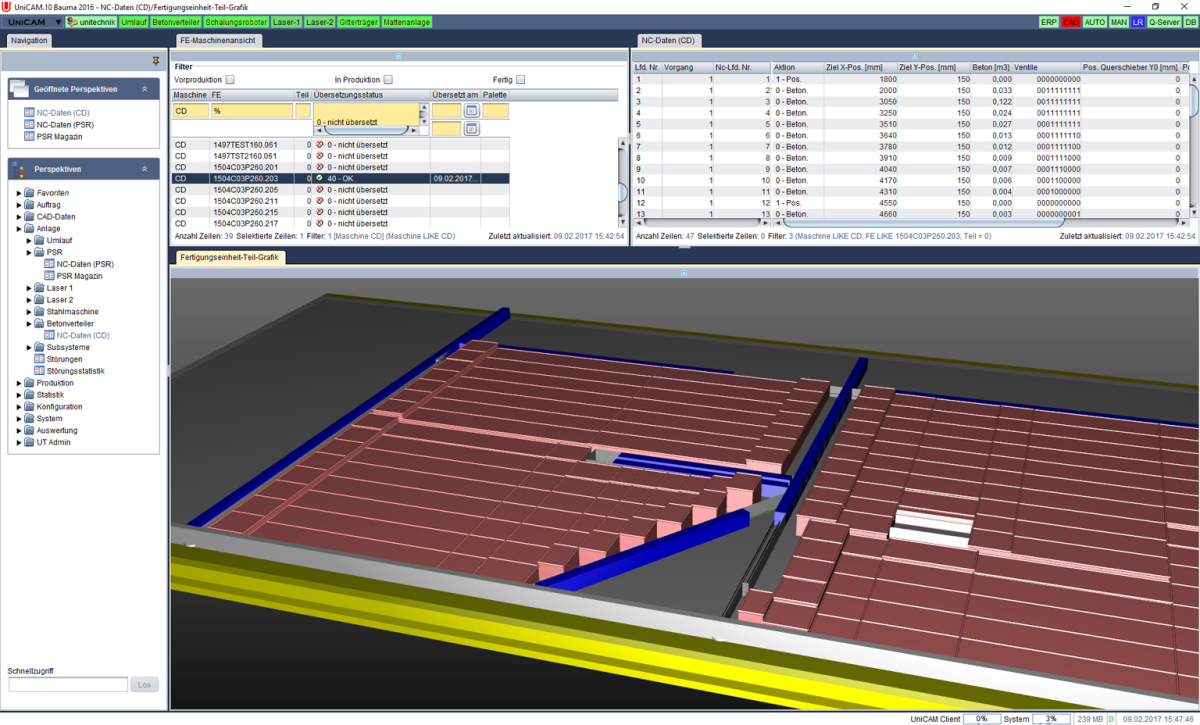


A continuous flow of pallets through the plant is a key requirement for an efficient production process in automated precast concrete factories. It requires a similar processing time of pallets at each individual station. If one production board takes longer than the following one, there will be a bottleneck with undesired delays.
The new Unitechnik UniCAM.10 master computer significantly contributes to the homogenization of cycle times. Using a configuration algorithm, the software optimizes the layout of the elements on the production pallets, thus homogenizing the processing time on the...