Polarmatic Oy
Polarmoist – aggregate moisture measurement sensor

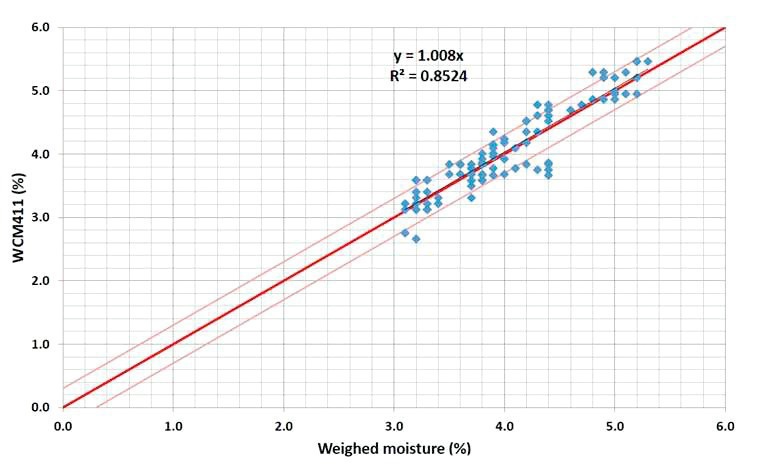

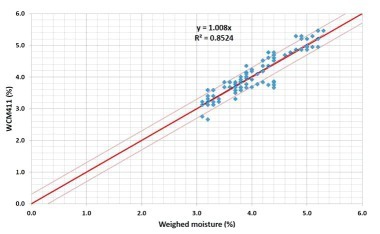
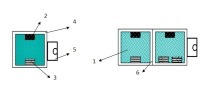
Polarmoist is an outstanding optical moisture sensor designed for detecting moisture contained in concrete aggregates. The sensor embeds a micro-processor and uses LEDs as light sources. It is used to detect moisture in moving samples. Non-contact, remote measurement ensures stable performance and a long service life of the sensor.
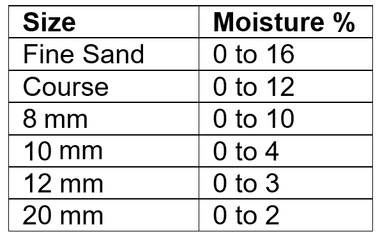
Wet aggregates may contain moisture in excess of what is desirable to keep the water-cement (w/c) ratio within design limits without overdosing cement. In practice, the moisture content of aggregates must be known to fractional percentages to minimize variations in...