Curing designed to achieve a visibly
better product quality
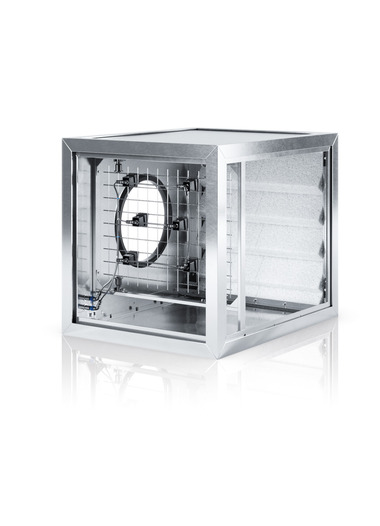
 Photo: Thomas Metall- und Elektrowerke
Photo: Thomas Metall- und Elektrowerke
 Photo: Thomas Metall- und Elektrowerke
Photo: Thomas Metall- und Elektrowerke
 Photo: Thomas Metall- und Elektrowerke
Photo: Thomas Metall- und Elektrowerke
 Photos (2): Thomas Metall- und Elektrowerke
Photos (2): Thomas Metall- und Elektrowerke
 Photo: Robert Thomas Metall- und Elektrowerke GmbH & Co. KG
Photo: Robert Thomas Metall- und Elektrowerke GmbH & Co. KG
Not too long ago, the major share of curing racks was designed and built without any type of housing or air recirculation system, but this has changed: in-process quality control is becoming increasingly important amid fierce competition and cost pressure.
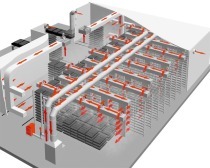
Curing is not only about ensuring technically impeccable concrete products. The conditions prevailing during the curing process also influence visual aspects, including the prevention of efflorescence and unwanted color variations caused by humidity and temperature differences in the curing rack. The required dwelling time in the rack is another factor that determines the time to further finishing of the concrete products (such as tumbling, blasting or grinding) or the dimensions of the curing racks.
Curing has a major influence on the density of the concrete fringe zone, and thus also on the...