New trends in reinforcement processing






bauma 2010 featured many improved and newly developed systems for the processing of reinforcing steel. The trend toward the processing of large rebar diameters has continued steadily during the past three years. Some markets report a demand for straightening, cutting and bending machines for rebar diameters greater than 20 mm. A number of innovations were also presented in the automation of stirrup bending. This report provides an overview of the exhibitors and their products on display at bauma 2010.
Eurobend S.A.
Eurobend SA presented their continuous spiral stirrup reinforcement machines of the Spiral SE and Spiral SP series at bauma 2010.
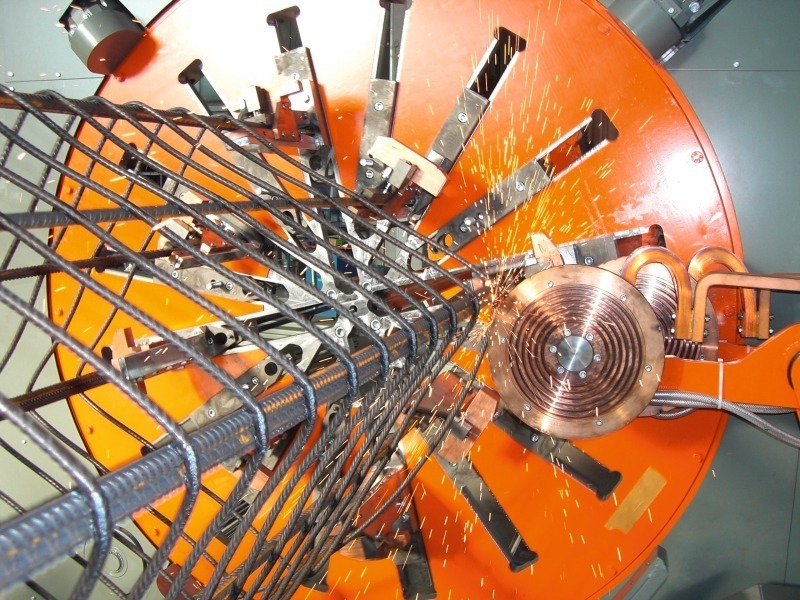
The Spiral SE series are the second generation of straightening, bending and cutting machines producing concrete reinforcing stirrups in continuous, multi-layer spiral form. Coiled rebar, high tensile pc-bar or wire from 5 to 16 mm can be processed with a minimum speed of
90 m/min, and any shape can be produced (i.e. square, rectangular, polygon, circular etc). Angles of ± 180° can be bent with a accuracy of ± 0,5° and a side accuracy of ± 0.5 mm.
The...





