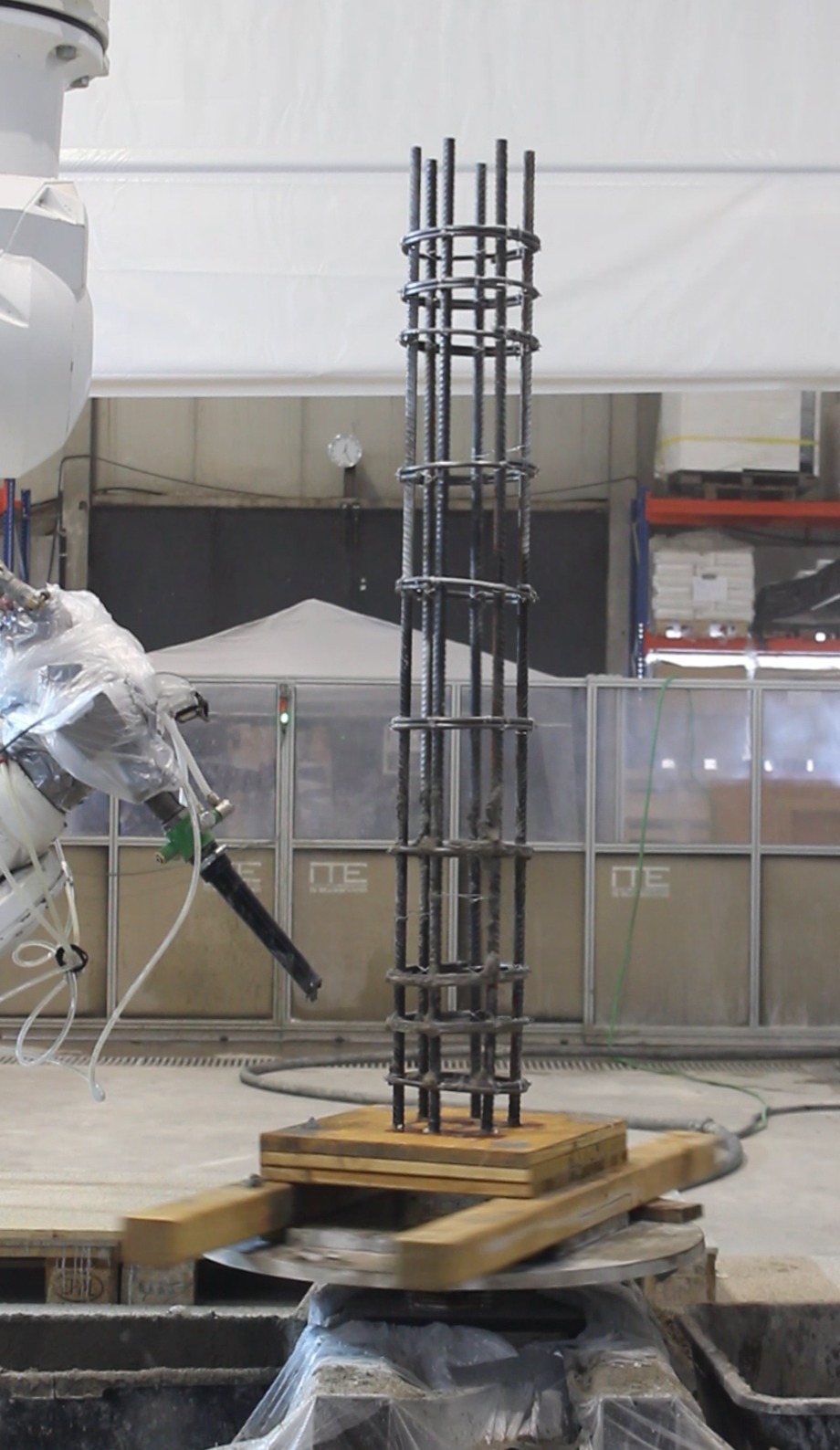
Herstellung erster Beton- und Stahlbetonstützen mittels 3D-Betondruck
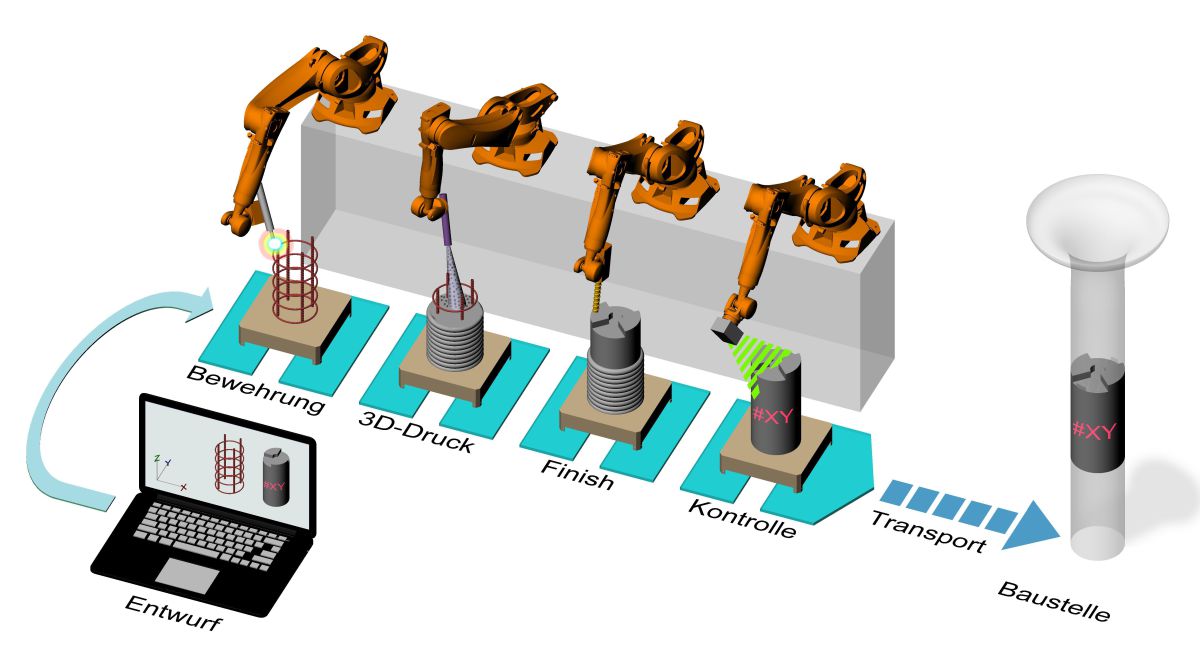 Figure: TU Braunschweig
Figure: TU Braunschweig
 Figures: TU Braunschweig
Figures: TU Braunschweig

 Figures: TU Braunschweig
Figures: TU Braunschweig

 Figures: TU Braunschweig
Figures: TU Braunschweig


 Figures: TU Braunschweig
Figures: TU Braunschweig
 Figures: TU Braunschweig
Figures: TU Braunschweig




 Figure: TU Braunschweig
Figure: TU Braunschweig
 Figures: TU Braunschweig
Figures: TU Braunschweig






Um zukünftig individuelles, schnelles und kostengünstiges Bauen von hoher Qualität zu ermöglichen, müssen zum einen die Fertigteilprozesse durchgängig digitalisiert und zum anderen die Bauteilfertigungen automatisiert und anpassungsfähiger gestaltet werden. Einen vielversprechenden Ansatz stellt hierbei die 3D-Betondrucktechnologie in Kombination mit einer automatisierten Fließbandfertigung dar.
1. Einleitung
Nach einer Schätzung des Statistischen Bundesamtes fehlen in Deutschland etwa eine Million Wohnungen. Des Weiteren sind viele Bauwerke in Deutschland alt und baufällig und müssen zeitnah ersetzt werden. Auch wenn zurzeit von staatlicher und wirtschaftlicher Seite große Anstrengungen unternommen werden, diesen Missständen entgegenzuwirken, stellen wesentliche Probleme beim Neubau die branchenspezifische individuelle Planung und Fertigung von Bauwerken, die langen und witterungsabhängigen Bauzeiten, die manuelle, zeitintensive und fehleranfällige Vor-Ort-Herstellung sowie die...