BHS Sonthofen
Doppelwellen-
Chargenmischer auch für Fertigteilwerke
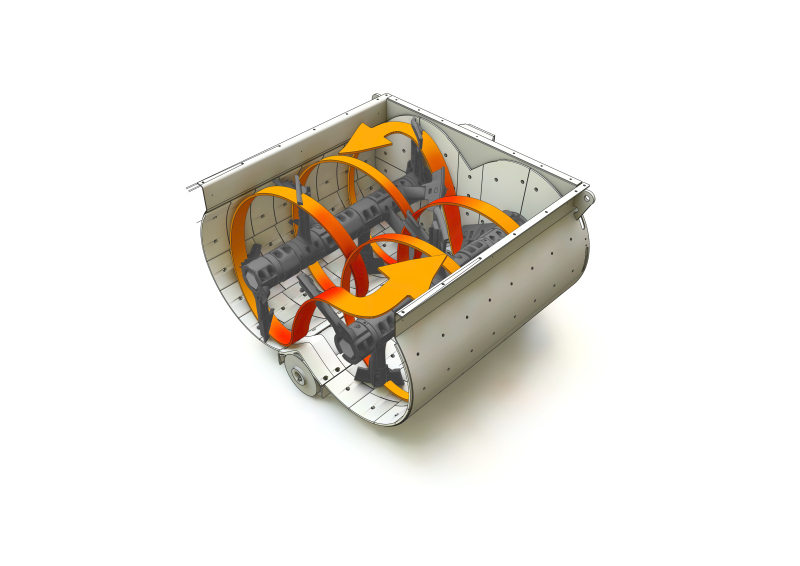


Auf der bauma 2013 präsentierte BHS-Sonthofen Mischer der DKX-Serie, die mit einem umfangreichen modularen Baukastensystem individuell an die Bedürfnisse der Fertigteilindustrie angepasst werden können. Sie eignen sich für das Mischen von Faser- und Farbbetonen ebenso wie für selbstverdichtende Betone, HPC und UHPC. Bei kurzen Mischzeiten gewährleisten sie hohe Homogenität und Reproduzierbarkeit unterschiedlicher Rezepturen.
Die Betontechnologie hat sich in den vergangenen Jahren sehr stark gewandelt. Die Fertigteilwerke verwenden immer häufiger Betone, die mit feinkörnigen Zuschlagstoffen,...




