Recycling plant and chamber filter press for Rehm
Kies-& Betonwerk


The concrete producer Rehm Kies- & Betonwerk GmbH & Co. KG, with its headquarters in Lottstetten, Germany, has for more than 50 years successfully engaged in recovering, conditioning and selling sand and gravel – as well as in production of ready-mix concrete. In addition, the company has made a name for itself in the sector of disposal and construction material recycling. The company Bibko Umwelt- und Reinigungstechnik GmbH was commissioned to work out a concept for environmentally compatible recycling of the residual concrete generated. The concept that Bibko submitted comprised two recycling machines, including agitators, as well as one chamber filter press.
Reduction of in-plant traffic and energy costs
The washed-out material is drained via a 3-m helical discharge conveyor and delivered upwards to a drop-off height of 2,500 mm leaving sufficient room for the washed-out material underneath the machine to collect, eliminating the need for continuously carrying it off. In this way, in-plant traffic could be reduced, which also resulted in reducing energy costs.
Both systems are provided with two each flushing gallows that fill the drums of the truck mixers with recycling water. The still liquid residual concrete in the mixer drum, together with the added recycling water, is guided out into the feed funnel in one of the two systems and is separated into the constituents in the recycling machine. The wash water produced in the process, which contains fine particles with a maximum particle size of ≥ 0.2 mm, is conveyed via a discharge funnel into the agitator tank. An agitator in the basin keeps the fine particles in the residual water in suspension and prevents them from settling.
If the filling level or the density of the water in the agitator tank rises above a predetermined value – which can be freely set via touch display in accordance with the customer’s requirements – the filter press automatically starts to reduce the density and/or the filling level to the predetermined level.
Automation of the process
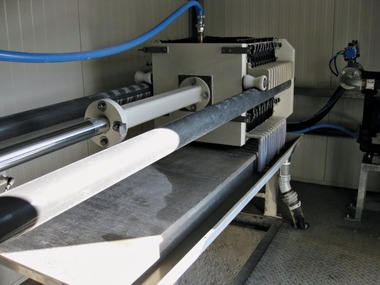
Automation of the process relieves the operator to the greatest possible extent of manual tasks and/or interventions. The recycling water containing the fine particles with densities of 1.05 to 1.07 kg/l is pumped with increased pressure via a compressed-air membrane pump into the chamber filter press, purifying in this way the recycling water and pressing the fine particles contained in it to a spadable filter cake. Subsequently, the press opens automatically, depending on the type, and ejects the material by vibration. The filter cake produced by water purification can then be used for other purposes: e.g., as RC in road construction.
The enclosure, including the stairs leading upward, manufactured to the customer’s individual requirements, makes the chamber filter press winterproof. The enclosure itself is insulated and enables year-round operation – even in temperatures below zero in winter. In addition, there is the option to fit the discharge opening in the tank bottom with an automatic flap to ensure even better protection from the cold.
Chamber filter presses as well as the appropriate tank solutions are offered in various sizes and types and can also be manufactured to the customer’s specific requirements. Both the chamber filter press and the recycling system can be fitted with density measurement or pH neutralization.
Bibko, moreover, can deliver the chamber filter press with a choice of residual-water and purified water tanks, or also as a mobile system. Bibko chamber filter presses can be adapted to all commonly available residual-concrete systems.
CONTACT
Bibko Umwelt- und Reinigungstechnik GmbH
Geschäftsbereich Platz
Steinbeisstr. 1+2
71717 Beilstein/Germany
+49 7062 9264-0