Compacting concrete – The state of the art
of laboratory vibrating table technology
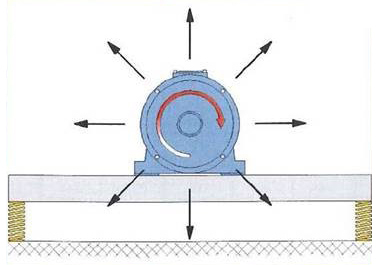 Figure: Testing
Figure: Testing
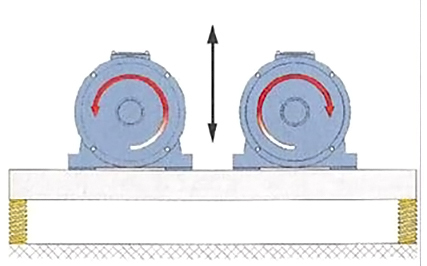 Figure: Testing
Figure: Testing
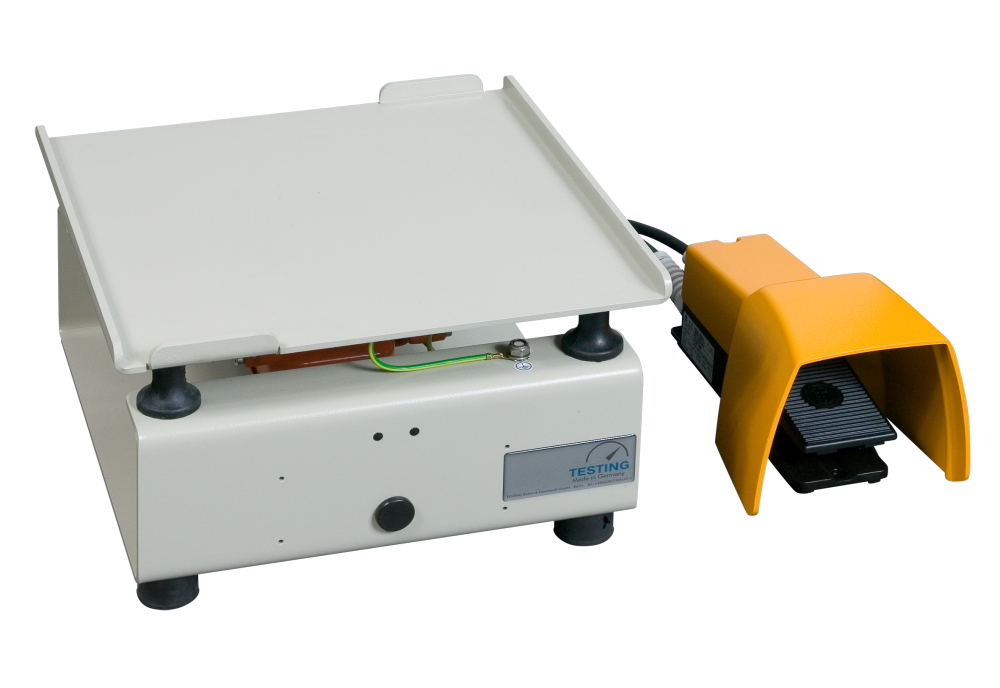 Figure: Testing
Figure: Testing
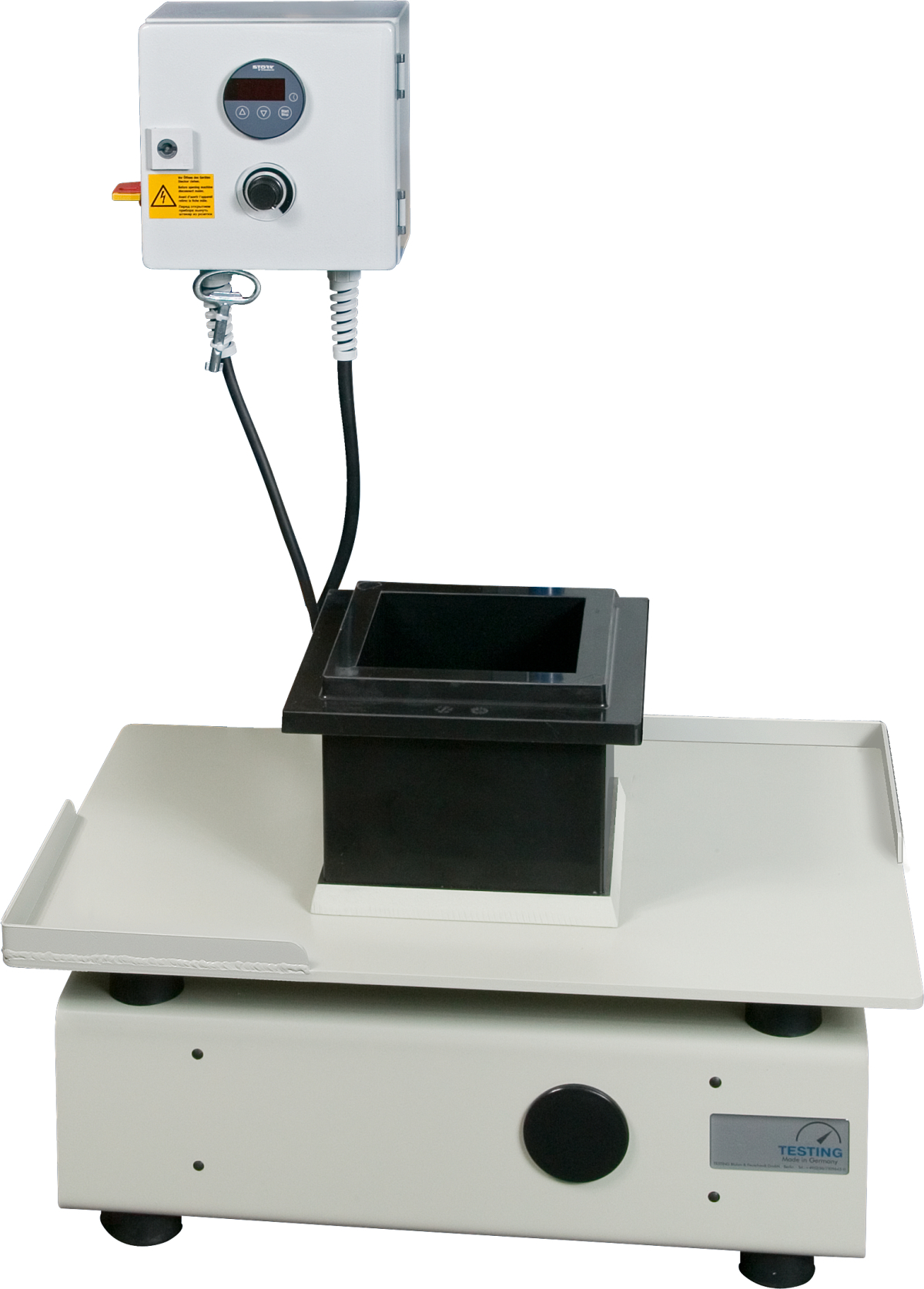 Figure: Testing
Figure: Testing
 Figure: Testing
Figure: Testing
 Figure: Testing
Figure: Testing
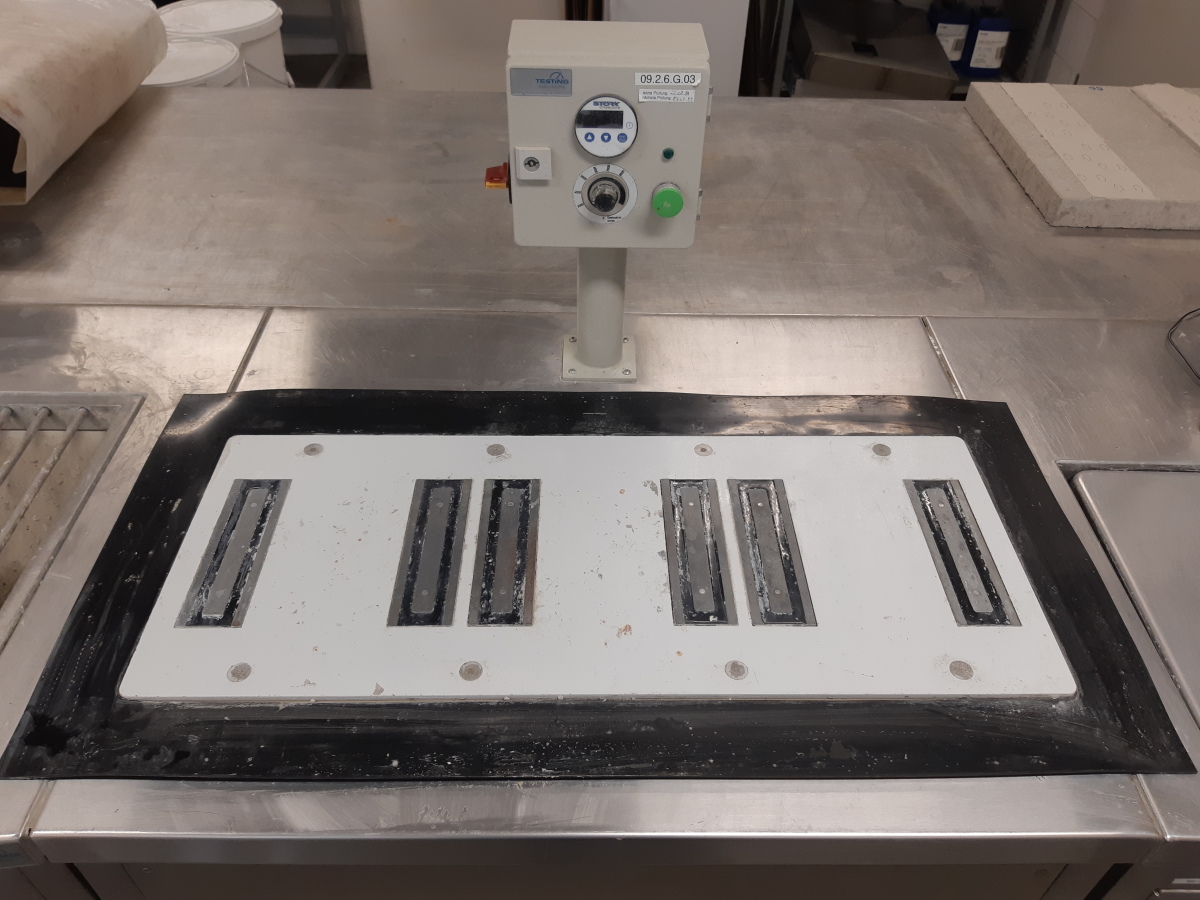 Figure: MBCC Betonlabor
Figure: MBCC Betonlabor


Laboratory vibrating tables must fulfill a wide variety of different functional requirements, such as designs complying with occupational health and safety regulations in terms of noise emissions and mounting systems, time-efficient and secure clamping technology for samples with a suitable table size, optimum compactive action tailored to the concrete to be compacted, continuously adjustable presetting of the compaction parameters, and variable speed adjustment with adequate centrifugal force.
1 Theoretical principles of concrete compaction
The fresh concrete to be produced is composed of cement, aggregate of different particle sizes, mostly between 0.25 to 32 mm, and mixing water.
Today, this conventional three-substance system is usually, if not always, expanded to a five-substance system by adding concrete admixtures and concrete additives. The required uniformity of composition is ensured by mixing these concrete source materials. The uncompacted concrete, which is filled into the formwork from the mixing plant of the concrete factory, has a high pore volume due to the production-related air voids, excess water and loose aggregate packing density, which results in lower concrete strength and dimensional stability as well as lower density.
Unlike water, for example, fresh concrete therefore is not counted among the so-called Newtonian fluids, which spread completely under the influence of gravity and are self-compacting (such as self-compacting concrete), but is composed both of water and of solid particles, such as cement and aggregate, and is classified as a Bingham fluid. Such Bingham compositions behave in part like a mixture of solids and in part like a liquid so that, as a result of the internal friction forces, voids of up to 50% by volume can initially form during pouring from which the trapped air cannot escape on its own. The flowability required for compaction needs to be generated by introducing vibrations; it is necessary to generate shear stress. While Newtonian fluids require very small external forces to flow, massive forces such as vibrations need to be applied in order for Bingham fluids to flow. The purpose of concrete compaction therefore is to minimize the initially existing pore volume.
For every 1% of pore volume, concrete loses approx. 4-5% of its 28-day compressive strength, on average 1-2 N/mm² with standard concrete strengths. The air introduced into the concrete therefore needs to be removed again by means of concretecompaction. However, a high air voids ratio has a negative impact also on flexural strength, indirect tensile strength, impermeability to water, bonding of concrete and reinforcement in the component, modulus of elasticity and bulk density. Well-compacted concrete therefore has a pore volume of between one and two percent by volume. All of the concrete properties mentioned above are calculated based on the assumption of optimum concrete compaction.
Depending on its consistency, fresh concrete can be compacted in laboratory testing by means of poking, tamping, jolting or vibrating. Self-compacting concrete (SCC) is an exception: it does not need to be compacted during pouring because it behaves like a Newtonian fluid. Vibratory compaction by means of exciting vibrations in the concrete, which is used almost exclusively in laboratory practice, involves the use of both external vibrators (vibrating table) and internal vibrators. In this context, the vibrating table is used almost exclusively in the production of laboratory specimens, whether in the laboratory or on the construction site.
In vibratory compaction, vibrations are introduced into the concrete by a vibration exciter. Propagation of these vibrations is attenuated in the concrete, which is accompanied by compaction. This means that the vibration amplitude decreases with increasing distance from the source of excitation. The degree of attenuation is dependent on the vibration parameters of frequency, amplitude and excitation force, on the concrete make-up, such as consistency, percentage of cement paste, water content, grading curve and particle shape, as well as on the flexural stiffness of the mold, which behaves like a rigid body. The vibration energy is converted into compaction effort.
In detail, the technology of vibratory compaction involves the decrease of internal friction by means of shear stresses, which causes a significant reduction of cohesion and friction between the different concrete constituents. This is achieved by introducing acceleration by means of vibration. The compaction process then takes place in two consecutive phases.
In phase 1, the mix, which is to be considered as uncompacted aggregate material in the sense of a Bingham fluid, is set in motion by the vibrations imposed on the solid constituents of the concrete. The solid constituents, that is, the aggregate, move in such a way that, temporarily, even contact between the individual particles is suspended. As a result, the internal static friction and cohesion between the aggregates of the concrete enclosed by cement paste is reduced to a fraction of the value of the concrete in the non-vibrating state. The only action remaining is the significantly lower sliding friction between the solid concrete constituents; the viscosity of the cement paste is reduced. This allows the individual particles to move closer together and interlock; the concrete collapses and larger air inclusions escape; the packing density increases.
In phase 2 of the vibration action, the concrete enters a thixotropic state, adopting the properties of a viscous fluid at the end of this phase, similar to those of a Newtonian fluid. This means that a Bingham fluid will not begin to flow until a minimum shear stress (yield limit) has been reached. Below this limit, it behaves like a solid. The plasticizing effect is, in practice, triggered by rupturing the water surrounding the cement particle. This requires high acceleration and increased vibration frequencies. Plasticizing the cement paste by means of vibrations promotes this process by reducing particle friction, and the cement paste fills the voids remaining between the particles. This causes the entrapped air to rise to the surface and escape. During the second phase, smaller air inclusions and any remaining excess water is expelled, and the pore volume continues to decrease, in the best case, to the optimum value.
The coarse aggregate with the highest bulk density of the concrete constituents should be allowed only minor movements, however, in order to prevent so-called “segregation” occurring as part of a sedimentation process. It should only move to such an extent that its edges come together in a way that minimizes the remaining voids, thus achieving high packing density.
Segregation is usually the result of excessively long vibration and/or inappropriately high centrifugal forces of the compaction equipment used, so that the fresh concrete acquires a thixotropic character for too long and to an excessively high degree. In addition, flowable concretes with high differences in density between coarse aggregate and cement paste are particularly prone to segregation. The centrifugal force applied by the compaction equipment is therefore of great importance, with a direct relationship existing between centrifugal force, range of vibration, amplitude and speed. The centrifugal force should be adequate to the compaction application. Customized compaction times and adequate centrifugal forces of the vibrator are therefore among the decisive factors for optimized compaction.
Good compaction results are achieved if the vibration frequency matches the inherent frequency of the aggregate; this is called resonance. Small-sized aggregate has a comparatively high inherent frequency, and coarse aggregate has a comparatively low inherent frequency.
Whilst vibration can be used to compact concretes that are impossible or difficult to compact using other compaction methods, round and smooth particle fractions should always be selected that are close to the ideal grading curve in order to obtain the lowest possible pore volume. A high content of cement paste and plasticizers increase concrete compactability. This is necessary to achieve optimum hardened concrete properties such as strength, density, modulus of elasticity and dimensional stability.
“The compaction process is complete when the concrete has fully settled, the surface is closed with fine mortar, and there are only isolated air bubbles” [2].
1.1 Compaction equipment in the concrete
laboratory
To verify the specified quality parameters of a concrete that is statistically representative of a specific identical quantity of concrete, the standard specifies test specimens that must be produced from this concrete, cured and tested under standardized conditions in the laboratory or on the construction site. European standard DIN-EN 12390-2:2019-10, for example, therefore defines a method of compaction in strength tests and modulus of elasticity using test cubes, test cylinders and test beams. The standard test specimens according to EN 12390-1:2021-09 are usually cubes with an edge length of 150 mm, or cylinders measuring 300 mm in height x 150 mm in diameter. Beams measuring 150 x 150 x 700 mm are preferred in flexural strength tests. Other dimensions are possible depending on the standard applied.
Depending on consistency, the choice of laboratory compaction equipment for concrete includes the vibrating table, which is the primary compaction equipment, internal vibrator, standard tamper or compaction rod.
“Manual tamping, the vibrating table and the internal vibrator are recognized as equivalent methods for compacting the test specimens in the molds” [1].
1.2 Compaction by means of an internal vibrator
The internal vibrators used in laboratory practice usually operate at speeds of 10,000 rpm or 12,000 rpm, with internal vibrator diameters usually ranging from 18 mm to 25 mm. Electrically driven internal vibrators have a built-in high-frequency electric motor, which is supplied with power via a frequency and voltage converter.
The function of an internal vibrator is based on a rotating mass, the so-called unbalance, which is mounted on the rotor shaft. The centrifugal force created by the unbalance is largely generated by the rotating mass, its eccentricity and its frequency of rotation. The periodically acting force amplitude then accelerates the aggregate within the concrete structure and triggers compaction as described.
Care should be taken when compacting test specimens (150-mm cubes or 300-mm cylinders) to ensure that the mold is not damaged by the internal vibrator. The vibrator should be held in a vertical position and must not touch either the bottom or the sides of the mold. It is recommended to use a support base. The vibrator is inserted quickly and withdrawn slowly. When compacting a beam, the internal vibrator is inserted in at least three places evenly spaced along its length. Vibration should only continue until the concrete is fully compacted. Based on the appearance of the concrete surface, it is possible to judge when and whether optimum compaction has been achieved. A previously unconsolidated and dull surface appears closed and bright after compaction and is closed by fine mortar. Air bubbles have ceased to rise to the surface.
“Where air voids have been introduced into the concrete, compaction of the samples by means of an internal vibrator should be effected with great care, however, if the loss of introduced air needs to be avoided” [1]. Self-compacting concrete should generally not be compacted at all.
1.3 Compaction by means of a vibrating table
A vibrating table is, in principle, an external vibrator. In a vibrating table, one or two appropriately dimensioned unbalance motors cause the upper part of the vibrating table to vibrate. A vibration-insulating support between the table top and the bottom part of the table prevents undesirable vibrations from being transmitted to the frame or the floor. In the laboratory, a further distinction is made between circular vibrators with one motor and rotary elliptical vibration (Fig. 1) and linear vibrators with two motors (Fig. 2) and with directed vertical vibration. In practice, this is realized by means of an electric unbalance motor, which generates a rotary elliptical vibration in the concrete.
In more difficult compaction tasks, such as zero-slump concrete or high-performance concrete, two motors can be used to generate a specifically directed vibration. These two motors are mounted axially parallel underneath the vibrating plate and rotate in opposite directions, which causes them to self-synchronize. This creates a vertical (linear) vibration perpendicular to the table top, which results in optimum compaction as the concrete is no longer compacted in a rotary or elliptical movement but is moved vertically in only two directions, namely up and down.
According to DIN-EN 12390-1, a vibrating table must have a minimum frequency (f) of 40 Hz, i.e. (40 x 60 seconds) 2,400 revolutions per minute (rpm). In practice, the standard vibrating table has 3,000 rpm at 50 Hz (Fig. 3), and the high-frequency vibrating tables have 4,500 to up to 10,000 revolutions per minute (Fig. 4) of vibration time. Centrifugal force, vibration time and vibration amplitude are not specified, however, but follow in practical application or based on experience and equipment default settings or variable adjustment options. Standard EN 12390-2 “Testing hardened concrete – Part 2: Making and curing specimens for strength tests” (Prüfung von Festbeton – Teil 2: Herstellung und Lagerung von Probekörpern für Festigkeitsprüfung) specifies that the concrete must be fully compacted immediately after pouring the concrete into the sample mold, with neither excessive segregation nor a slurry layer occurring. Vibration should only continue until the concrete is fully compacted. Insufficient compaction times result in a high content of air voids, residual water or cavities; excessively long compaction causes segregation. Depending on the consistency of the concrete, the height of the mold and the compactionmethod, the molds must be filled in as many layers as required to achieve full compaction. “With mechanical vibrating action, full compaction has been achieved when larger air bubbles have ceased to rise to the surface and when the surface is relatively smooth and has a sheen without displaying excessive segregation” [1]. Excessively long vibration may also lead to a release of artificially introduced micro air voids (< 0.3 mm).
Due to the lack of a cohesive theory of concrete compaction for all the different types of concrete, particle diameters and consistencies, laboratory specimens are, in practice, mostly compacted on an empirical or often random basis. It is known, however, that a relation exists between particle sizes and vibration frequency. From this knowledge, it can be deduced that the inherent vibration frequency decreases with a larger particle diameter of the aggregate, and that the inherent vibration frequency increases with a smaller diameter. It follows that fine particle and cement paste constituents respond to high vibrations, and that coarse constituents respond to lower vibrations. Theoretically, therefore, in the case of a 0/32-mm concrete, for example, various parameters, some of them different, would have to be applied simultaneously, which is not tenable for both economic and technical reasons. The most favorable relation is therefore aimed at by using standard-frequency vibrating tables with 3,000 rpm and high-frequency vibrating tables with 4,500 rpm, 6,000 rpm and 9,000 rpm, or continuously adjustable vibrating tables with up to 10,000 rpm [1/min]. Depending on the concrete mix design, both the cement paste and the aggregate respond well to these speed ranges. Increasing speed specifically promotes excitation of the cement paste, which is plasticized and therefore compacted much more quickly and more effectively in the process. Vibrating tables with variable speeds, which can be adjusted to the optimum compaction parameters for the concrete to be compacted, are therefore the most efficient solution.
1.4 Compaction parameters of vibrating tables
Centrifugal force: changing the vibration speed (n) changes the vibration frequency (f) and the centrifugal force (F). The relationship between frequency (f) and speed (n) is f = n/60.
In order to achieve sufficiently intensive compaction of the concrete, the overall system to be accelerated (unbalance motor, vibrating plate, sample mold and concrete) further requires a minimum amount of energy, the so-called centrifugal force (F). The centrifugal force is generated by causing a specified mass, the center of gravity of which is outside the center of rotation, to rotate at a specified speed. It is a product of the multiple of gravitational acceleration (a), the sum of all masses to be excited (mges), and resulting from the specific vibration behavior of the vibrating table used. In simplified terms, the following relation applies: F = mges x a.
The centrifugal force is measured in newton [N], can be calculated fairly accurately for each type of vibrating table, and is usually an internal production specification of the manufacturing plant. However, it is usually possible to change the centrifugal force by means of mechanical intervention. Depending on the type of vibrating table, size of the vibrating plate and total load, the centrifugal force of laboratory vibrating tables is approx. 2 kN to 20 kN.
In order to homogenize the fresh concrete mass during specimen production, compact it and remove any air inclusions, it is necessary, using the appropriate vibrating table, to cause the entire mass comprising vibrating plate and specimen mold including concrete content to vibrate in an appropriate manner, at high frequency and over an appropriate period of time. Depending on the application, it may therefore be useful to vary the frequency (f) and thus the speed (n) and/or amplitude (A) and compaction time (t), with an adequately determined centrifugal force (F). Manual adjustment of the unbalance allows the vibration amplitude, and therefore the centrifugal force on the stationary unbalance motor, to be adjusted in compliance with the intended application.
1.5 Fixing technology
During compaction, the mold should preferably be fixed on the vibrating table or held securely against the table. Holding the mold in place by means of one’s body weight is a mere auxiliary measure, however, in the absence of a suitable clamping device, and is acceptable in exceptional cases only for technological, health and occupational safety reasons. The long-term health effects resulting from holding objects in place by means of one’s body weight, such as joint damage in the arms, are well known. For health reasons, holding the mold in place with one’s hands should therefore be avoided at all costs due to the extensive vibrating motion acting on the joints. The concrete sample molds should normally be firmly connected to or clamped on the vibrating table, as the vibrating energy needs to be introduced into the concrete and should not cause any noisy and bouncing movements of the specimen molds.
Conventional fixing of the concrete samples on the vibrating table is done either by means of a fairly complex and time-consuming manual clamping procedure (Fig. 5) or through modern electromagnetic induction clamping (Fig. 6). Several magnetic inductors may be required and mounted depending on the size of the vibrating plate and the type and number of specimens (Fig. 7).
Clamping the specimens (whether cylinder, cube or beam), which is often quite complex, is not necessary when using electromagnetic induction clamping. This saves a significant amount of labor time, as clamping is completed in mere seconds at the push of a button. Electromagnets are used, which apply a voltage to generate a magnetic induction field. Without electric voltage, there is no magnetic field.
On the magnetized vibrating plate, the metal specimen molds are, in a sense, part of the vibrating table, forming a rigid unit. The compaction energy can thus be fully introduced into the concrete without any losses. Plastic molds require a metal base plate, however, in order to use the magnetic function.
1.6 Reduction of noise by reducing noise emissions
Electromagnetic clamping and locking of the test specimen is the most rapid, firm, noise-reducing and therefore ideal method during compaction. During conventional compaction, employees are normally exposed to noise pollution levels of up to 110 dB (observe noise and vibration-related occupational health and safety regulations). This is comparable to handling a jackhammer. Hearing loss can result from the often extremely high noise levels associated with compaction by means of vibrating tables if hearing protection is not worn consistently throughout the process. Whilst wearing a hearing protection device is usually mandatory and required for certain noise-intensive activities, it is often not complied with in day-to-day work practice.
The noise level created by the table during compaction can be minimized by combining magnetic clamping technology with continuous manual speed adjustment by means of frequency converters. These permit the speed to be precisely adjusted, thus specifically avoiding resonant frequencies of the concrete mold. Concrete molds are bodies capable of vibration and can be excited by vibration frequencies that match their own inherent frequency. High vibration amplitudes occur, which are called resonance and can cause damage or generate extremely high noise levels. This can be prevented by means of precise speed adjustment.
The noise level can be reduced further by using a magnetic clamping system to retain the metal test specimen on the vibrating table in a firm and immovable position at the mere push of a button. Detrimental resonant effects and unnecessary noise can thus be avoided.
The vibrating elements of the table must be decoupled from the non-vibrating elements; this is usually achieved by means of high-quality hard rubber elements. Depending on the type of high-frequency induction vibrating tables used, the noise level can therefore be reduced to approx. 68 dB, which is perceived as a buzzing sound. The noise level that the operator is exposed to is influenced by additional factors, however, such as the time of exposure, the environment or other equipment installed in the vicinity. Reducing noise emissions is becoming increasingly important also in the concrete laboratory as a permanent workplace. Health and safety protection for employees ranks very high on the list of priorities today.
1.7 Different types of design and design details of
vibrating tables
The size of the vibrating table, and therefore the size of the vibrating plate, is related to and designed in accordance with user requirements. This refers to the compaction of a single mold with an edge length of up to 200 mm or of several single molds or beams with a length of up to 800 mm. It also results in a wide variety of different compaction masses. Where the total mass of a filled 150-mm metal cube mold is approx. 22 kg, a filled 800-mm metal beam mold has a weight of 124 kg.
Standard commercial laboratory vibrating tables are available with the following vibrating plate dimensions:
310 mm x 310 mm,
330 mm x 550 mm,
350 mm x 350 mm,
360 mm x 380 mm,
380 mm x 370 mm,
380 mm x 850 mm,
380 mm x 800 mm,
400 mm x 400 mm,
400 mm x 600 mm,
600 mm x 600 mm,
800 mm x 1000 mm (vibrating plates in other sizes are usually available upon request from established manufacturers).
In laboratory and construction site application, the vibrating tables used for making test specimens feature both standard-frequency and high-frequency compaction power by means of one or two motors. The standard-frequency laboratory vibrating tables usually operate at 3,000 rpm, whilst the high-frequency tables usually operate at 4,500, 6,000, 9,000 or 10,000 rpm. In high-quality systems, the speed (n) is continuously adjustable in the above mentioned ranges. In the most simple vibrating table design, the vibration time can only be switched on or off, which is done either manually or by foot. More convenient vibrating tables have an analog or digital timer, usually ranging from 1 to 999 seconds, which allows presetting of the vibration time. The vibration time varies depending on the type of concrete to be compacted.
In standard vibrating tables, the amplitude (A), maximum travel in y-direction, frequency (f) and number of vibrations per second are preset at the factory and cannot be changed by the user. 50 Hz then equals a speed of 3,000 rpm (50 vibrations per second x 60 s). When using a control system with frequency converter and electrically driven unbalance motors, the frequency, and therefore the speed, is usually continuously adjustable during operation. These tables are mostly used as high-frequency vibrating tables and can be continuously adjusted to speeds of up to approx. 10,000 rpm.
The sinusoidal movement of the vibrating plate is characterized by two parameters: the frequency (f), and thus speed (n), as well as the vibration amplitude (A). The amplitude is the path that the body travels from the reference point. The peak-to-peak amplitude (S) characterizes the maximum travel distance of the vibrating body in both directions of travel. It equals two times the amplitude. Its mathematical relationship to the amplitude is S = 2 x A; it can be varied by adjusting the eccentric weight. Both adjustment variables – amplitude and frequency – determine the intensity of vibration and can be adjusted to the sample to be compacted.
For future laboratory vibrating tables, it would be of major advantage if the compaction parameters such as amplitude(A), frequency (f), centrifugal force (F) and speed (n), some of which are interdependent, were continuously adjustable to the compaction optimum on the vibrating table manually and with minimum effort either prior to compaction or during the compaction process. Extensive research is currently taking place to this effect.
2 Conclusion
In conclusion, laboratory vibrating tables need to fulfill the following characteristics:
1. designs complying with occupational health and safety regulations in terms of noise emissions and mounting systems,
2. time-efficient and secure clamping technology for samples with a suitable table size (clamping surface),
3. optimum compactive action tailored to the concrete to be compacted by means of design specifications,
4. preferably continuously adjustable presetting of the compaction parameters, such as time, and variable speed adjustment with adequate centrifugal force.
Depending on the design, laboratory vibrating tables can therefore vary in price between EUR 500 and EUR 10,000. The question that arises, therefore, is how companies value the application possibilities of the vibrating table, quality, occupational physiology and speed of specimen production, repeatability of results, and employee health.
CONTACT
Testing
Bluhm & Feuerherdt GmbH
Motzener Str. 26b
12277 Berlin/Germany
+49 30 7109645-0