Hydration of ternary blended cement in the presence of PC type superplasticizer

During the last few decades, the construction industry has increased the use of both mineral admixtures such as fly ash and chemical admixtures such as superplasticizers. Mineral and chemical admixtures play an important role in changing the physical and chemical properties of the concrete matrix.
When both calcium hydroxide (CH) and polycarboxylate type superplasticizers are added to Portland fly ash blended cement, the properties are changed considerably. Hydration of Portland cement blended with 20 wt% fly ash and 5.0 wt% calcium hydroxide in the presence of 0.5 wt% superplasticizer has been studied. Consistency, setting time, water percolation, compressive strength and expansion in corrosive atmosphere were determined. The heat evolution profile was measured. IR spectroscopic studies were made to get an idea about hydration products. Mössbauer spectroscopic studies were done to examine the changes in the symmetry of iron ion during the hydration. It is found that CH combined with superplasticizer enhances the strength at all the ages by modifying silicate hydration and forming nano size hydration products.
1 Introduction
Cement is an essential modern material, indispensable to the construction industry. Presently it has become almost a compulsion to replace a part of cement by mineral admixtures to minimize the cement cost, to reduce the greenhouse gas emission of CO2 and to improve the quality of concrete. The development of new materials and technologies utilizing waste and by-products from industrial processes is therefore an important task for the cement industry in their quest to save energy and reduce CO2 emissions. Fly ash (FA) is a commonly used pozzolanic material in concrete. When combined with ordinary Portland cement, SiO2 and Al2O3 originating from the glass phase of the FA will partly dissolve due to the high pH value of the pore solution and will react with Ca(OH)2 to form hydration products similar to the ones formed by ordinary Portland cement [1–3]. Due to consumption of Ca(OH)2 during the pozzolanic reaction, pH value of the paste will decrease and can possibly cause corrosion of the steel of reinforced concretes. Therefore it is advisable to add some additional Ca(OH)2 in the system. When Ca(OH)2 is added in appropriate amounts in the FA blended cement, it forms a ternary blended cement. However by adding Ca(OH)2, the total surface area of the cement will increase resulting in reduction of workability. Therefore suitable superplasticizers are also added to increase the consistency and workability without changing the w/c ratio. Superplasticizers are now widely used in the production of concrete with excellent workability [4,5].
Replacement of Portland cement with FA gives lower early strength. This is a barrier for the application of FA concretes in precast industries. Therefore, it is of prime importance to improve the early strength of FA concretes. Various attempts have been made to enhance the reactivity of FA but satisfactory results are not obtained. It is reported that the combination of CaCl2 and diethanol-isopropanolamine increases the early strength of OPC-FA blended cement [6]. However there may be problems with the use of CaCl2. Recently the effect of CH in the absence of superplasticizer on OPC-FA blended cement was studied but the strength was not measured in early hours of hydration [7]. The aim of the present study is therefore to examine the hydration mechanism of OPC–FA–CH mixes in the presence of superplasticizer with a view to enhancement of the early compressive strength. In this paper physico-chemico-mechanical properties of OPC–FA–CH pastes in the presence of superplasticizer (SP) were investigated and the mechanism discussed.
2 Experimental
Portland cement obtained from Vikram Cement, India was used for hydration studies. Fly ash was obtained from the Dadri Thermal Power Plant. Polycarboxylate type superplasticizer, Glenium 51 (BASF, India) was used as a superplasticizer. Blended cement of composition 80 wt% OPC + 20 wt% FA designated as OPC-FA was prepared. In this blended cement 5 wt% CH was added and the mixture was designated as OPC-FA-CH- a ternary blended cement.
3 Methods
The consistencies were determined according EN 13395-1:2002.
Initial and final setting times were determined by using a Vicat apparatus (DIN EN 480-2: 2006-11).
10 g each of OPC, OPC-FA and OPC-FA-CH were mixed with 5 ml of water or 5 ml SP solution (0.2 and 0.5 wt% SP with respect to OPC) in polythene bags in order to obtain a water/solid ratio of 0.5. The air inside the bags was removed in order to avoid carbonation. The hydration reactions were allowed to continue at a temperature of 35 °C and stopped at different intervals of time (1, 3, 7, 14 and 28 days) with isopropyl alcohol and diethyl ether. The hydrated samples were heated at 105 °C for 1 h, stored in polythene bags and kept in a desiccator.
The following mixtures were prepared and mixed separately with 42 ml water in order to obtain a water/solid (w/s) ratio of 0.3.
(i) 140 g OPC + 700 g sand,
(ii) 112 g OPC + 28 g FA + 700 g sand
(iii) 133 g OPC + 7 g CH + 700 g sand
(iv) 105 g OPC + 28 g FA + 700 g sand + 7 g CH
(v) 105 g OPC + 28 g FA + 700 g sand + 7 g CH + 0.7 g SP.
The mortars were thoroughly mixed in a Hobart mixer. Each mortar was placed in a mold. After 24 h, the mortars were demolded and immersed in water separately for 21 days. The molds were then fixed in a permeability apparatus where pressure of 2.0 kg/cm2 was applied (pressure was slowly increased from 0.5 kg/cm2 to 2.0 kg/cm2). Water percolation was measured every hour in terms of weight of percolated water for 8 h.
Compressive strengths of cement mortars [OPC/sand: 1/3] in the absence and presence of FA, CH and 0.5 wt% SP at different time intervals were determined with the help of compressive strength testing machine.
Cylindrical molds of OPC, OPC-FA, OPC-FA-CH, in the presence and absence of 0.5 wt% SP (diameter 3.0 cm and length 3.0 cm) were prepared at a w/c ratio of 0.3. After 24 h the cement cylinders were removed from the molds and kept under water for 28 days for curing. These molds were then kept in N/60 H2SO4 and expansions were measured as a function of time with the help of Le Chatelier‘s apparatus.
Fourier transform infrared spectra (FTIR) of the samples were recorded with 100 FT-IR (Perkin Elmer) spectrometer in the range of 4000 to 600 cm-1 using 8–10 mg of the sample powder in a KBr pellet.
Heat evolution and the total heat evolved during the hydration of cements were determined with the help of a TAM AIR calorimeter. 2.0 g of OPC, OPC-FA and OPC-FA-CH were weighed in vials separately. The cements in each vial were mixed with 1.0 ml water or SP (0.2 and 0.5 %) solutions to have a water/solid ratio of 0.5 and vibrated for 30 seconds in order to obtain homogeneous mixing. The vials were then immediately placed in the calorimeter chamber. Quartz powder was used as a reference. The experiments were performed at 35 and 45 °C for 100 h.
Mössbauer spectroscopic data of OPC-20 % FA -5 % CH (anhydrous) and hydrated for 28 days in the absence and presence of 0.5 wt% superplasticizer were recorded. 57Co source in an Rh matrix with 25 m Ci activity was used in Mössbauer spectrometer and the velocity drive was kept in the constant acceleration mode. The calibration was done with an iron foil of natural abundance. The spectra were recorded at room temperature (298 K). The absorbers for the measurements were prepared by taking 50 mg/cm2 of the powdered sample sandwiched between two cellophane tapes inside a copper ring. The scattering effects due to the presence of other non-Mössbauer constituents were compensated through improved statistics by storing more than 106 counts per channel in each case. Isomer shift is given relative to α-iron at room temperature. The evaluation of Mössbauer spectra were carried out by method of least-square fitting of Lorentzians.
4 Results and Discussion
The consistency measurements have shown that in the presence of FA, the consistency of OPC is decreased. On the other hand in the presence of CH, the consistency is increased due to adsorption of water at high CH surface. However in the presence of 0.5 wt% SP, there is a reduction in consistency for OPC-FA-CH as compared to that of any other mix. This trend is expected in the presence of SP. In the presence of FA, both initial and final setting times are enhanced because of reduction of OPC content in the paste. However CH decreased the setting times of OPC-FA i.e. the setting process is enhanced. Additional CH produces a large number of nucleation sites and as a result setting and hardening processes are increased. 0.5 wt% SP on the other hand delays the setting of OPC-FA-CH and the times are increased. This is in general expected from SP.
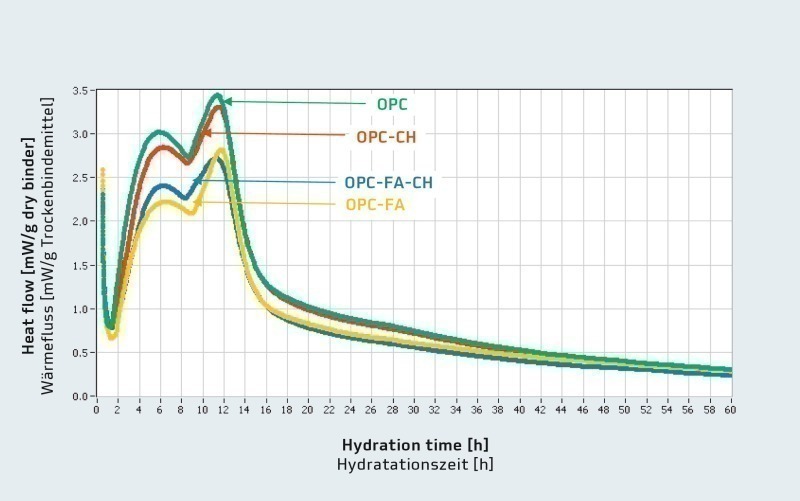
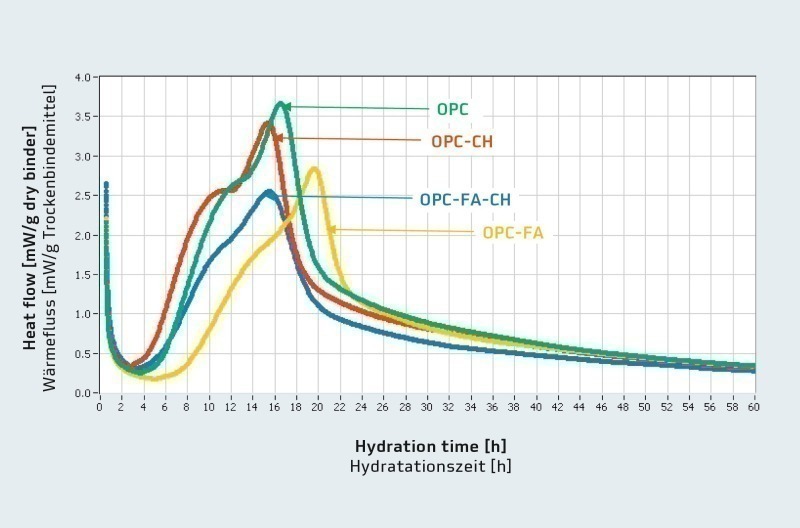
Hydration of cement is an exothermic process. The rates of heat evolution during the hydration of OPC in the absence and presence of 20 wt% FA, 5 wt% CH and 20 wt% FA + 5 wt% CH at 35 °C are given in Figure 1. In the case of OPC alone, as soon as cement comes into contact with water, rapid heat evolution takes place. Soon after this (within few minutes), the heat evolution decreased and remained almost constant up to nearly 2 hours. This is the period of apparent inactivity, known as dormant or induction period. During this period, nuclei of different hydration products are formed. As soon as the nuclei acquire a certain critical size, acceleration of hydration starts and reaches its maximum value (peak). This is the acceleratory period during which the silicate phases and mostly the alite phase hydrates. At the time when maximum heat evolution is evolved, a large amount of hydration products are formed. Apparently, the CH crystallizes from the solution, while the C-S-H is developed on the surface of the C3S grains and forms a coating covering the grains not yet hydrated. Thus, when the hydration goes on, the thickness of the hydrated layer increases and forms a barrier between the non-hydrated material and the water. For this reason, the water must diffuse to reach the anhydrous material and the ions diffuse in the opposite direction to reach the growing zones; this is a deceleration period. However after certain period of time (> 10 h) the renewed hydration of C3A starts (secondary ettringite formation) and is indicated in the curve as a second peak. After this, the hydration continuously decreases and ultimately becomes very slow. When OPC is replaced by 20 wt% FA, the rate of heat evolution is decreased considerably because of the dilution effect and the absence of pozzolanic reaction during this period. When 5 wt% CH is added to OPC, overall hydration is slightly decreased whereas on addition of CH to OPC+FA system, the rate of heat evolution particularly for alite hydration becomes higher than that for OPC+FA and slightly lower for aluminates phase. It appears that FA influences the renewed hydration of the aluminates phase. The rate of heat evolution for the alite phase (QA) varies in the following sequence:
QA OPC > QA OPC+CH > QA OPC+FA+CH > QA OPC+FA.
Whereas the rate of heat evolution for renewed hydration of the aluminates phase (QAl) follow the sequence:
QAl OPC > QAl OPC+CH > QAl OPC+FA > QAl OPC+FA+CH.
The total heat (Qtot) evolved increases with time in all the cases and follows the sequence:
Qtot OPC > Qtot OPC+CH > Qtot OPC+ FA > Qtot OPC+FA+CH.
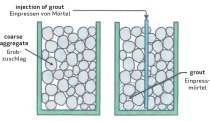
The influence of the admixtures to the microstructure can be seen on the SEM pictures of page 1 and 2.
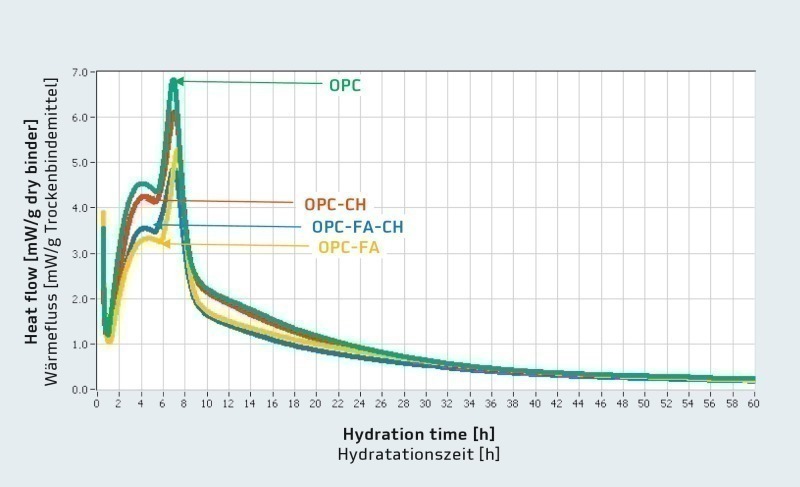
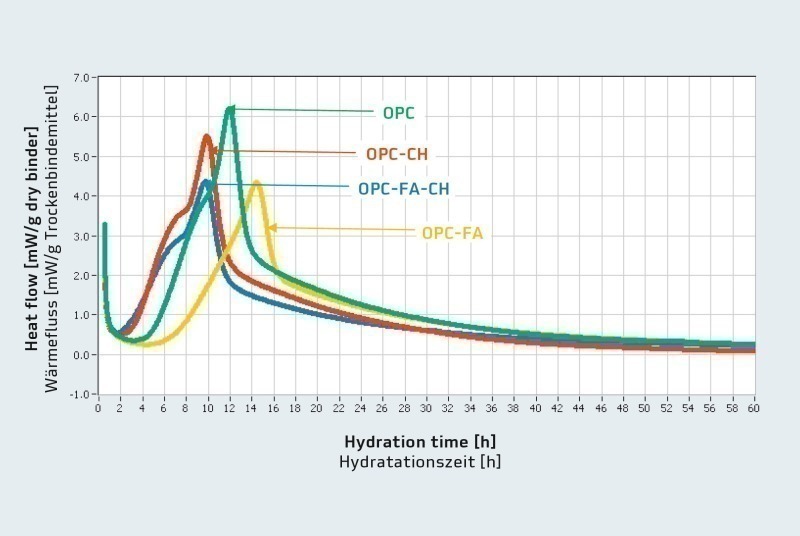
In the presence of 0.5 wt% SP, the hydrations are retarded and follow the same sequence as without SP (Fig. 2). This retardation may be due to adsorption of SP on the surfaces of cement and their hydration products. In the presence of 0.5 wt% SP, the sharpness of the peak due to silicate hydration in the case of OPC-FA and OPC-FA-CH are diminished. It appears that in the presence of FA, superplasticizer is modifying the the hydration process of the silicate phase. At 45 °C the extent of hydrations is increased and peaks shifted to a lower hydration time and then follow the same sequence as at 35 °C. However in the presence of 0.5 wt% SP at 45 °C, there is slight modification and the lowest retardation of OPC-CH (Figs. 3 and 4).
In general by studying the heat evolution profile, one can determine the rate constant of cement hydration. From the rate constants at different temperatures, one can calculate the energy of activation by using the following Arrhenius equation:
k = A e-E/RT
where k, A, E, R and T are respectively, rate constant of cement hydration, frequency factor, energy of activation, gas constant and temperature in Kelvin. Many researchers have calculated energy of activation by using the above equation. The values are at best approximate because the different phases in OPC hydrate with different rates and one also does not know how FA, CH and SP modifies the rate of hydration of individual phases.
Therefore calculation of energy of activation values may yield wrong information.
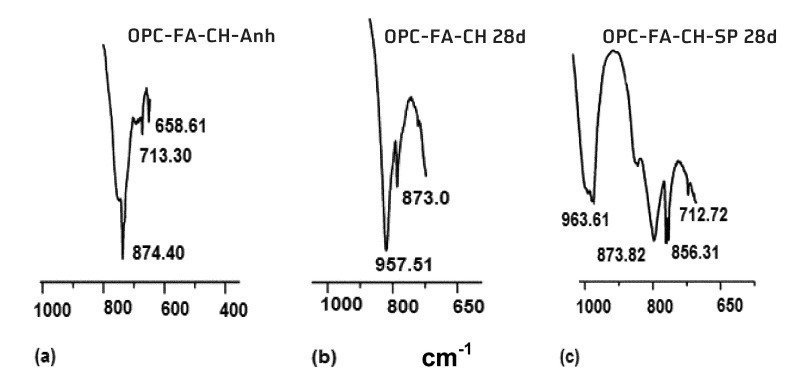
FTIR spectra are given in Figure 5. Si-O asymmetric frequency in all the anhydrous cements was obtained at about 874 cm-1, which on hydration shifted to longer wave numbers. This is considered as fingerprint evidence for the degree of polymerization with the formation of C-S-H phases as a result of hydration of cement [8]. In the case of the hydration of OPC-FA-CH in the presence of 0.5 wt% SP, the Si-O asymmetric frequency appears at 963.61 cm-1. In this case shifting is at the maximum. Furthermore the frequency at 873.06 in OPC-FA-CH hydrated for 28 days is split into two peaks at 873.82 and 856.31 cm-1 in the presence of 0.5 wt% SP. This confirms that FA combined with SP in the presence of CH affects the hydration of the alite phase considerably and the process of hydration is modified.
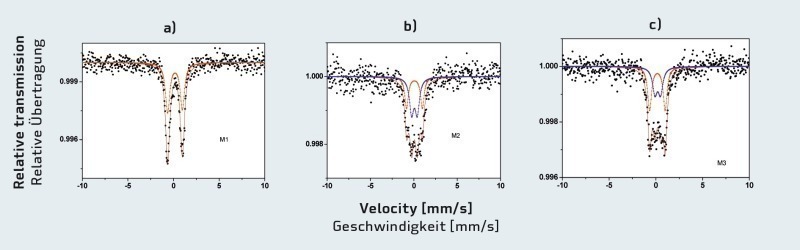
C4AF is one of the mineral phases of Portland cement. X–ray crystallographic studies have shown that with changing composition iron occupies the octahedral and tetrahedral sites [9]. However, due to the presence of other mineral phases in the cement, the bonding of iron may change leading to distortion of the octahedral and tetrahedral sites. Due to hydration, in the presence and absence of mineral and chemical admixtures, some changes may occur in the iron environment which has been studied with the help of Mössbauer spectroscopy (Fig. 6). Mössbauer parameters are given in Table 1. Mössbauer spectra of anhydrous OPC-FA at 298 K (Fig. 6, M1) show a doublet. Mössbauer parameters: Quadrupole splitting (∆EQ), Isomer shift (δ) and line width values given in Table 1, showed iron in +3 states with an octahedral and tetrahedral environment in C4AF phase of OPC. Results already published support the present observation [10, 11]. Mössbauer parameters of OPC-FA hydrated for 28 days shows a combination of two doublets. The first doublet with higher value of quadrupole splitting [12] seems to be due to Fe3+ at the octahedral site, while the second doublet with smaller value of quadrupole splitting is due to the tetrahedral Fe3+. The results clearly show that due to hydration iron environment in C4AF is changed.
In the presence of 0.5 wt% SP, OPC-FA-CH hydrated for 28 days, the Mössbauer spectra again show two doublets with lower values of quadrupole splitting and higher isomer shift. The results show that SP modifies the Fe3+ environment of C4AF during hydration. The high value of isomer shift shows the ultra fine (nano size) nature of the particles containing Fe3+ ions. Mössbauer spectroscopic studies clearly indicate that SP modifies the hydration behaviour of C4AF phase in OPC-FA-CH in such a way that the electronic environment around Fe3+ ions becomes asymmetric and hydration products of nano size range are formed.
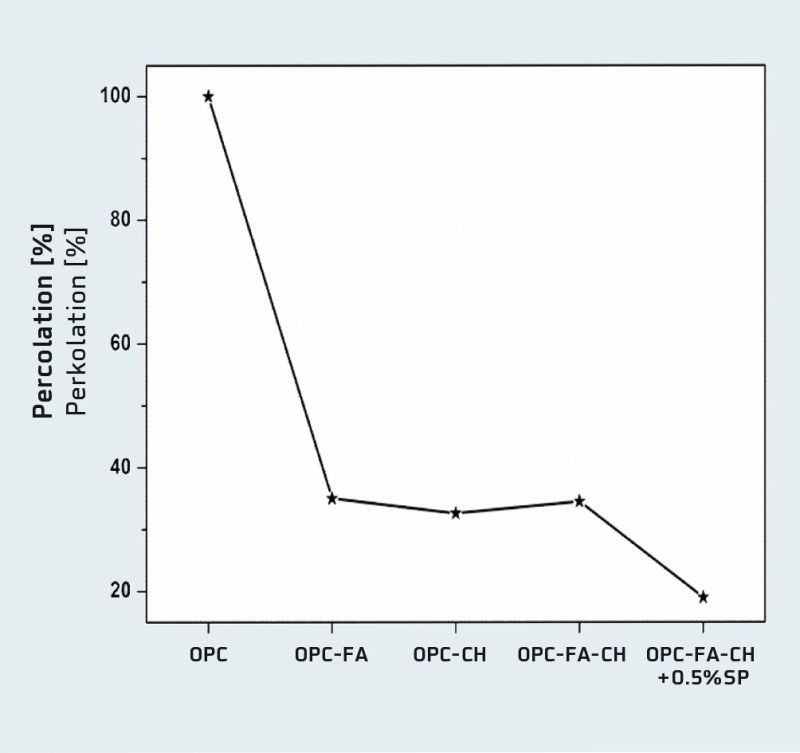
Water percolation was found lowest in the system OPC-FA-CH-SP. It appears that the presence of FA, CH and SP during hydration considerably reduces the pore size, giving a dense structure. This is because of the formation of an additional amount of C-S-H. Due to decrease in pore size perhaps of nano size and pore size distribution the water percolation decreases.
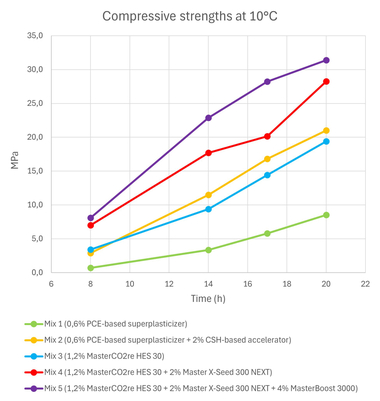
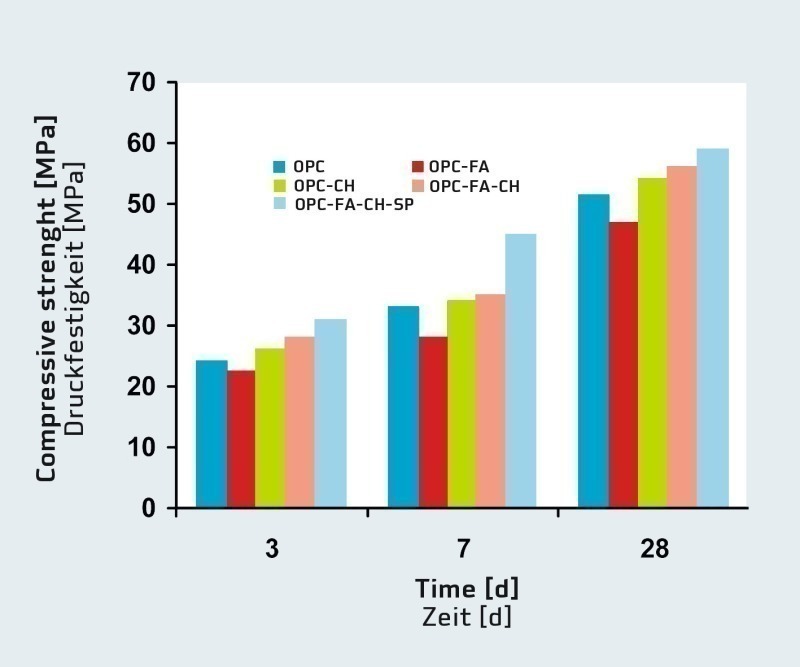
Changes in compressive strength with time in different samples are shown in Figure 7. During hydration of cement mortars, CH formation is reduced due to FA substitution and as a result lower amount of C-S-H is formed, therefore, a lower compressive strength is obtained at the early ages as compared to that of OPC. However in the presence of an additional amount of CH, C-S-H formation is increased and compressive strength values are expected to be comparable. In the presence of CH and SP, the compressive strength values for OPC-FA are highest at all the times i.e. starting from 3 days to 28 days. By definition, the compressive strength of a material is that value of uniaxial compressive stress at which the material fails completely. The compressive strength of mortars depends on number of factors such as: degree of hydration, quality of cement, sand, w/c ratio, temperature, particle size distribution, the pore size, pore size distribution, interaction between admixtures and cement/hydration products, etc. However pore size is one of the important factors controlling compressive strength. In general the lower the porosity, the higher the compressive strength. It appears that CH and SP together reduce the pore size or block the pores and as a result the compressive strengths of OPC-FA-CH blended cement are increased. The blocking of pores or reducing pore size may be due the formation of nano size hydration products. Perhaps a suitable combination of SP and CH (giving suitable pH) provides conditions for increase of compressive strength at an early time.
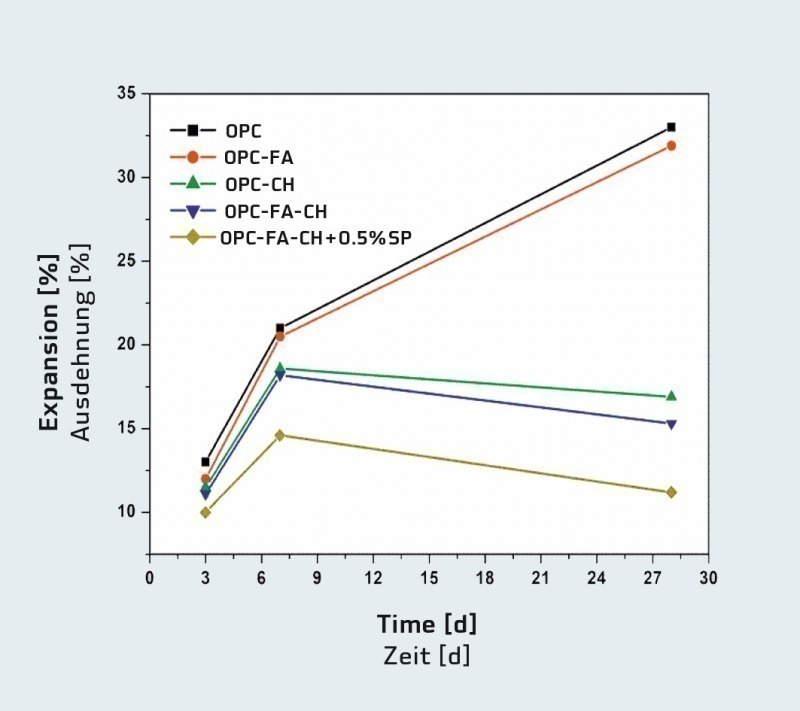
The effect of corrosive atmosphere on cement moulds in the presence of dilute H2SO4 was studied and the expansions were measured as a function of time (Fig. 8). The expansion of the mould OPC-FA-CH in the presence of 0.5 wt% SP was much lower at all the times as compared to other moulds. Since in the presence of CH+SP in OPC-FA blended cement the corrosive action of H2SO4 is decreased considerably, it shows that CH+SP reduces the pore size of the OPC-FA blended cement paste and does not allow the acid to enter into the pores. This has further been confirmed by the lowest value of water percolation (Fig. 9)
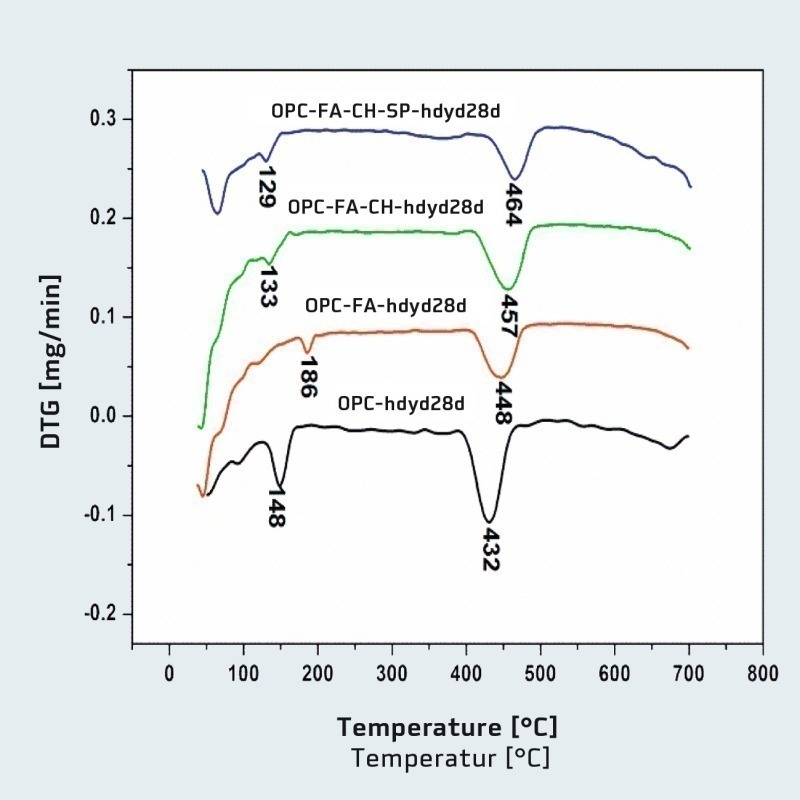
DTG curves of hydrated samples are shown in Figure 10. The shapes of the curves are almost similar in all the cases with differences in intensity and temperature of peaks. The intensity of CH decomposition in OPC-FA-CH-SP is the minimum and temperature is the highest. It may be due to a lower amount of CH and lower crystallinity of CH formed. CH particles formed during hydration may have an amorphous character or be of nanosize. This may enhance the pozzolanic activity of FA, as a result of this pore size and pore size distribution is decreased. This increases the compressive strength and durability.