An Entirely New Mixing Technology








Maschinenfabrik Gustav Eirich GmbH & Co KG, established in 1863, has developed and built mixers since 1903 for now 150 segments of industry. The first ring trough mixer was built in 1903 – for fine-grained concrete. The planetary mixer was invented in 1906 – again for processing concrete. Today, Eirich looks back on more than 100 years of experience and has evolved into a worldwide technology leader in industrial mixing technology.
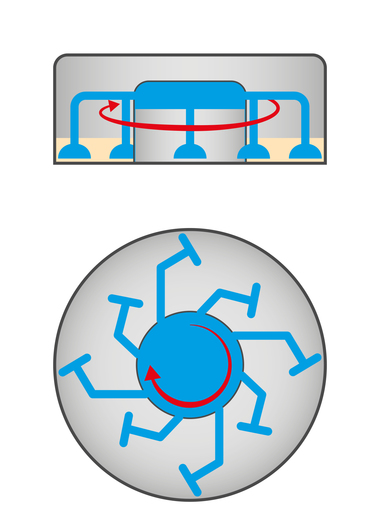
The first ring trough mixer was manufactured in 1903. But the system-inherent drawbacks of this mixer type were soon apparent: inadequate mix circulation on the inner orbit and excessive wear on the outer orbit. These findings motivated us to develop the mixer further until the first planetary mixer was built in 1906. But this generation of mixers, too, had improvement potential with regard to a homogeneous mix result and maintenance requirements. This led to the invention of the counterflow intensive mixer in 1924 (Fig. 1), followed, in 1960, by the first counterflow intensive mixer with...