Upright production of a foam concrete wall in storey height
 Figure: BT Innovation
Figure: BT Innovation
 Figure: B T Innovation
Figure: B T Innovation
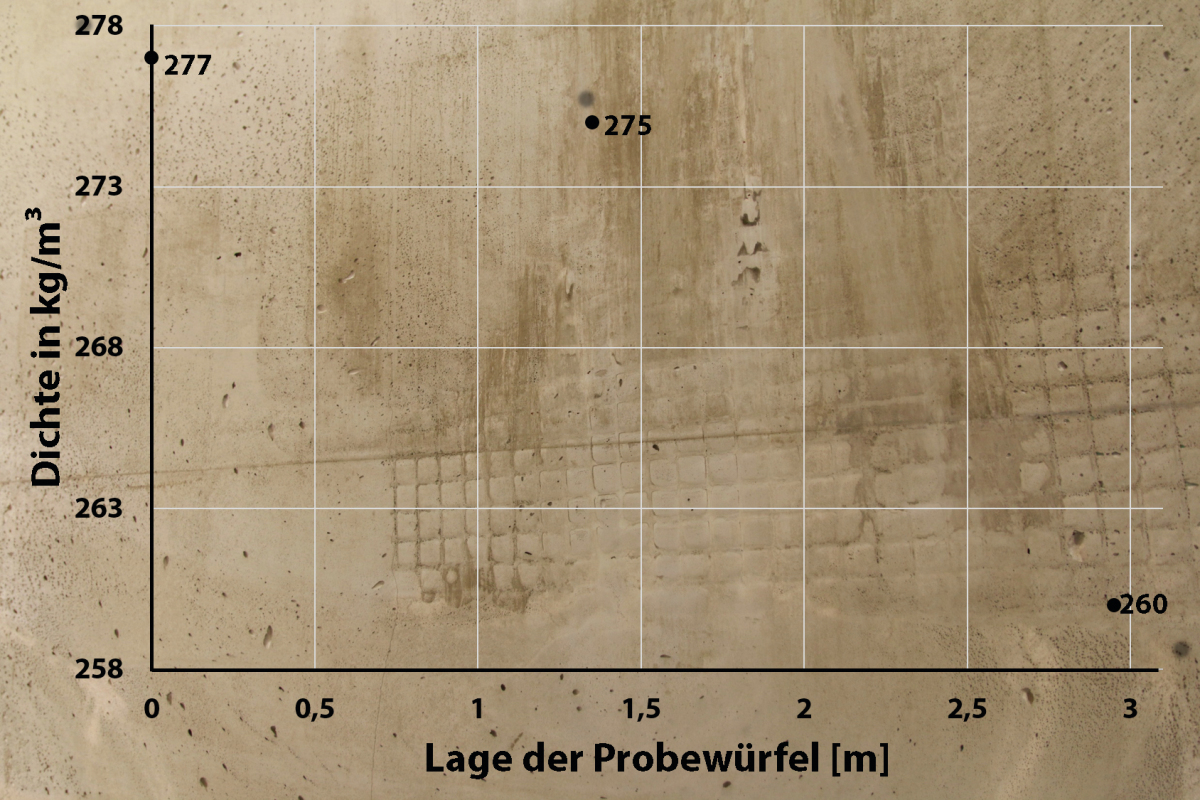 Figure: BT Innovation
Figure: BT Innovation
 Figure: BT Innovation
Figure: BT Innovation
 Figure: BT Innovation
Figure: BT Innovation

Within the scope of an experiment performed by the company B.T. innovation GmbH, in collaboration with Hasit Trockenmörtel GmbH, the usability of foam concrete produced in a battery mould was tested. The procedure of the experiment and the results are presented in the following article.
There is hardly a modern structure built without insulation. Many techniques for building insulated structures are common: classic sandwich construction with an insulation layer bonded between a load bearing and a facing layer, core-insulated double walls, and insulated structures with curtain wall. These are just a few of the possibilities.
Frequently used insulation materials are EPS, XPS, PU and mineral wool in the form of small-sized panels in single or multi-layer form. Installation of the insulation is a time-consuming process, especially in areas of recesses or penetrating embedded parts, such as sleeve anchors. In times like ours with a shortage of skilled workers, the work step for installing the insulation is often a time-consuming process that calls for optimisation.
Part of the full-cost analysis for the cost-effectiveness of individual insulation materials – apart from the cost of the material and the installation work – is the cost of disposal of the insulation material. In the more recent past, the problem of expensive disposal of the insulation materials, in particular plastic-based insulation materials, has been pointed out. The optimum is 100 % recyclable insulation materials.
1. Requirements placed on production technology
A desirable solution is a technology with which dimensionally stable, insulated structural concrete elements can be manufactured with any technology, in virtually any shape and applied as simple as possible, and with good insulation performance. The recyclability should be up to a 100 %, and adherence to the strictest fire protection requirements – without additional flame retardant – is also desired. Many insulation materials fail to meet these requirements. Soft insulation materials do not provide reliable performance when produced upright. This is because the pressures applied by the concrete during placement are so high as to compress the insulation, which may therefore no longer be able to provide the planned thermal performance.
The requirements formulated above are satisfied for the most part by mineral insulating materials applied in liquid form. The objective, in the view of BT innovation, is the use of an insulation material suitable for manufacture of precast concrete elements in horizontal and upright positions. Here, upright production, in terms of technology, presents the greatest challenge. The pressures imposed by the concrete weight during the production process are high and may have a negative effect on the insulation. The construction of the formwork can also be highly complex. Since upright production represents the more ambitious approach in terms of technology, BT had searched for a project partner that is able to process a mineral foam in upright production. BT has found such a partner in the company Hasit Trockenmörtel GmbH. In previous projects, Hasit had already demonstrated its capability to cast in-situ upright storey heights of up to approx. 2.70 m. To demonstrate the usability of foam concrete in battery moulds, this technology was tested in a collaborative experiment conducted by BT innovation and Hasit. In the text that follows, foam mortar is also termed foam concrete.
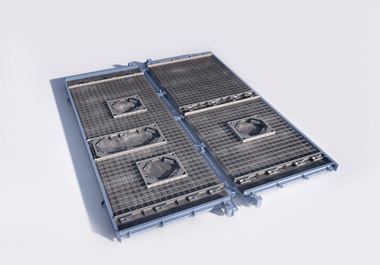
The formwork used was battery mould from BT’s own production. The casting compartment was shuttered to a height of 3.50 m and divided in such a way that the element to be produced would have a width of 4.50 m. The formwork was adjusted to a width of 25 cm. This resulted in a volume of approx. 4 m³ of the element to be manufactured. Hasit had specified that absolutely no water would be allowed to drip from the formwork, in order to ensure the stability of the foam. To meet this requirement, the casting compartment was shuttered with the MultiForm shuttering system and the required MagFly AP magnets. This requirement posed no problem since this formwork system is designed such that the shuttering panels are efficiently pressed against the formwork. The abutting joints of the shuttering panels and the transition between the shuttering panels and the formwork skin of the battery mould were additionally sealed with silicone and/or a rubber lip. A GFRP mesh was used as reinforcement and to aid transport.
2. Experiment description
The experiment was carried out at an ambient temperature of 7 °C. To meet Hasit specifications, the complete battery mould was encapsulated and preheated to 12 °C. This satisfied the lower tolerance range for the surface temperature of the formwork skin. As a precautionary measure, the process water was also heated to a temperature of 20 °C in order to compensate for binders that may possibly be too cold at peak.
At the start of the experiment, the Hasit mixing machine was adjusted to produce a foamed concrete of low dry bulk density. Following this adjustment, the foamed concrete was cast into the battery mould within nine minutes and two seconds, which corresponds to a casting speed of 0.44 m³ per minute. The maximum drop height of the foamed concrete ranged at around 2 m; drop height decreased with increasing filling level. No segregation or collapse of the foam concrete was observed during the casting process. A sample of the foam concrete was, in each case, taken prior to and after casting the form.
Upon completion of the casting process, the battery mould was again encapsulated, and temperature control continued. Compaction at this point would have been detrimental, since the structure of the foam may not be impaired. In parallel for comparison, formwork 25 cm high, unheated and placed on a tilting table, was also cast with foamed concrete.
3. The results
The foamed concrete had set 20 hours following casting, and its strength increased continuously. As a result, the formwork on the elements produced in a horizontal position could be stripped without problem. The element manufactured in upright position had already attained sufficient strength to allow opening the battery mould as well. When opening the battery mould, four days after casting with foam concrete, the result was a perfectly monolithic, successfully produced, crack-free foamed-concrete wall of the appreciable height of 3.50 m (Fig. 1).
In the middle, where no reinforcing mesh had been installed, a crack of about 2 to 3 mm width had formed after a short time. The foam concrete in the reinforced area began to relax. As a result, after an interval of about two weeks, numerous small cracks were formed at random, 15 and 25 cm apart, most of them with a width of considerably less than 0.5 mm. However, in view of the intended function of the foam concrete wall as insulating element, the small cracks would in all likelihood represent no impairment. The joint pattern of the insulation achieved with panels was much more intensive than the crack pattern described above.
In the following analysis, a general distinction is made between the density of the material without drying, referred to as wet bulk density and the density of the material following drying, as dry bulk density.
As described above, samples of the material had been taken before and after production to determine the material properties. The material wet and dry bulk densities were determined on the samples taken during production. From these samples, three specimens each, measuring 4 cm x 4 cm x 16 cm, were cut. The average wet bulk density of the specimens was determined to be 200 kg/m³. The average dry bulk density was determined after drying at 45 °C to be 180 kg/m³. The average compressive strength of the material was determined at 0.44 N/mm² for specimen 1, and the flexible tensile strength was determined to be an average of 0.09 N/mm². The average parameters of the modulus of elasticity of the specimens was 124 N/mm². The experimentally determined and average parameters of specimen 2 were 0.42 N/mm² compressive strength and the flexible tensile strength 0.18 N/mm². The modulus of elasticity of the specimens was 111 N/mm².
Six weeks after storage of the upright-produced foamed concrete wall, 15 test cubes were cut out at three different levels of the wall at a temperature of approx. 10 °C. On these test cubes, the average wet bulk density was determined and the course of the wet density calculated as a function of the position from which the cubes had been sampled. (Fig. 2). The GFRP reinforcement was included in the weighing. In the upper area, at an average height of 2.95 m, an average wet bulk density of 260 kg/m³ (± 5 %) was determined. The average wet bulk density of the material taken from just below the middle of the wall (at 1.35 m) 275 kg/m³ (± 5 %) and at the bottom 277 kg/m³ (± 5 %). The dry bulk density of the upright-produced wall, following drying at 45 °C, was determined at 190 kg/m³ and 200 kg/m³.
The average wet bulk density of the horizontally produced wall was experimentally determined for five test cubes weighing 253 kg/m³ (± 5 %) each. Following drying of the specimens, the dry bulk density was determined to be 190 kg/m³. These values confirm that the density in the wall produced upright and the density in the wall produced horizontally corresponded: the same as the experimentally determined values. The foam in the wall produced upright was minimally compressed, under its own weight. From these results, it follows that a homogeneously insulated wall element can be produced in upright position, also in heights of more than 3.50 m. The error range of ± 5 % is assumed to take account of the larger pores and inaccuracies of the test cubes cut out. The compressive strength was determined on each of three cubes. This ranged in the upper area at around 0.20 N/mm², in the middle 0.27 N/mm² and 0.28 N/mm² on the bottom.
The color distribution over the complete wall element is nearly homogenous: the same as the pore pattern. In a few places, color brightening became visible. With diameters of appreciably less than 1 mm, the pores are for the most part very small, especially in the material itself. Very few large pores of 1 to 2 cm diameter were observed on the surface, in direct contact with the formwork skin.
4. Application to butterfly formwork technology
The concluded experiment enriches battery mould technology by an additional application. It enables derivation of many different options for other production technologies. One example is the possibility of manufacturing perfect-fit insulation panels in battery mould. The shape and geometry of these panels can in this way be perfectly adapted to individual construction projects and can also be used, for example, directly as large-sized insulating exterior wall elements at construction sites.
In the same manner, mineral foam elements of perfect fit can be integrated into the production process: for example, in sandwich wall production. Sandwich wall production with smooth-formed, sight-exposed finish on both sides is also possible with butterfly formwork technology. In this work, the facing layer of a sandwich wall, for example, is cast horizontally in butterfly formwork and the foam applied to the fresh concrete. When hardened, the butterfly formwork, with the semi-precast element, is lifted into the battery formwork and the loadbearing layer concreted into the closed battery formwork.
5. Outlook
Foam concrete from Hasit-Schaumbeton is a mineral, non-flammable, 100 % recyclable and well insulated product – a perfect supplement to serial wall production with the BT innovation butterfly formwork. The insertion of foamed-concrete insulation can probability be automated. In a circulating system, for example, a process step can be integrated during which the foam is cast by an automated spreader, following compaction of the concrete onto the fresh concrete of the first layer. This would eliminate complex installation and cutting-to-size of the insulation, enabling skilled workers to concentrate on the remaining process steps.
B.T. innovation GmbH takes unusual paths in many situations to make building simpler, faster and more cost efficient.
CONTACT
B. T. Innovation
Sudenburger Wuhne 60
39116 Magdeburg/Germany
+49 391 7352-0