Production of the first concrete and reinforced concrete columns by means of 3D printing with concrete
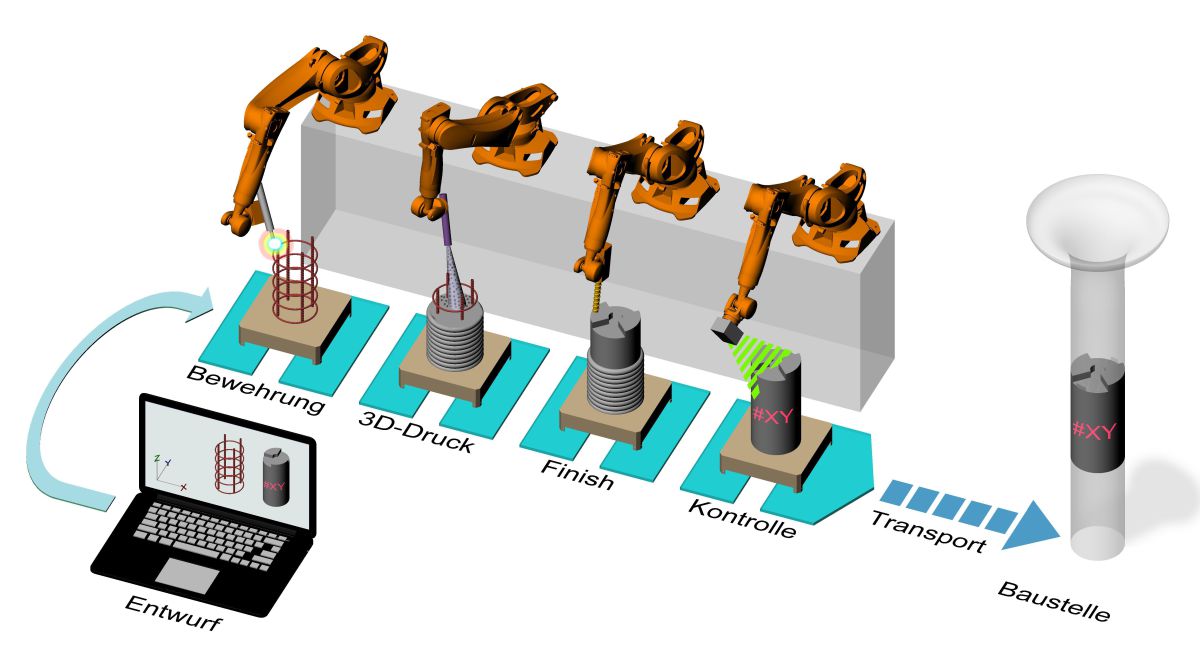 Figure: TU Braunschweig
Figure: TU Braunschweig
 Figures: TU Braunschweig
Figures: TU Braunschweig

 Figures: TU Braunschweig
Figures: TU Braunschweig

 Figures: TU Braunschweig
Figures: TU Braunschweig


 Figures: TU Braunschweig
Figures: TU Braunschweig
 Figures: TU Braunschweig
Figures: TU Braunschweig




 Figure: TU Braunschweig
Figure: TU Braunschweig
 Figures: TU Braunschweig
Figures: TU Braunschweig






To allow individual, fast and cost-effective construction of high quality in the future, for one thing, requires the entire digitalization of manufacturing processes and, for another thing, the manufacturing of structural members needs to be designed in an automated and more flexible manner. In this regard, the concrete 3D printing technology combined with an automated assembly line production is a promising approach.
1. Introduction
According to estimates of the Federal Statistical Office, Germany has a lack of about one million homes. Moreover, many building structures in Germany are old and dilapidated and need to be replaced as soon as possible. Even if, at present, substantial efforts are undertaken on the part of government and industry to react to these drawbacks, new construction is faced with essential problems due to an industry-specific, individual planning and production of building structures, the long construction periods depending on weather conditions, the manual, time-consuming and fault-prone on-site production as well as the high costs associated. The precast concrete industry, with its partially industrial and standardized production of precast parts and elements [1], enables savings in terms of time and money, but often does not allow considering the clients‘ individual requirements on architecture optimally.
Allowing individual, fast and cost-effective construction of high quality in the future, for one thing, requires the entire digitalization of manufacturing processes and, for another thing, the manufacturing of structural members needs to be designed in an automated and flexible manner. In this regard, the concrete 3D printing technology in combination with an automated assembly line production (Fig. 1) is a promising approach. Design, dimensioning and planning of the individual structural members takes place in a digital planning environment. Afterwards, these data are transferred to the fully-automated assembly line production and the structural members are printed (e.g., overnight) by robots. In future, this entirely digital manufacturing process (digital workflow) will allow the production of precast components of high quality and completely adjusted to the requirements of the clients in a cost-effective manner.
3D printing is an additive manufacturing technique that builds three-dimensional components adding layer by layer without formwork. The calculation of the layer structure and the corresponding printing paths are computer controlled using previously defined target geometries. Even through additive manufacturing of structural members is still in the development stage, a distinction between the following concrete printing technologies is possible already now:
particle-bed method,
extrusion method,
shotcrete method.
In the particle-bed process, thin layers of sand are selectively saturated with a cement-water mixture layer by layer. As soon as the saturated layers are setting, the surplus sand is removed and the finished concrete component is revealed. In contrast to this process, the concrete is mixed in advance when using the extrusion method and the component is printed by depositing small strings of fresh concrete. In the shotcrete process, in turn, the concrete is applied layer by layer as shotcrete. Apart from the actual printing process, the integration of the reinforcement in the concrete printing process, among others, is an object of current research.
The Institute for Structural Design (ITE) and the Institute for Building Materials, Concrete Construction and Fire Safety (iBMB), Division of Concrete Construction of the TU Braunschweig jointly research on the production and load-bearing capacity of 3D printed concrete and reinforced concrete components as well as innovative joining principles of 3D printed components by means of subtractive CNC post-processing. First findings gained in respect of the production of non-reinforced concrete columns and reinforced concrete columns using the robotic shotcrete printing technology are presented and explained below.
2. Digital Building Fabrication Laboratory (DBFL)
In 2016, the Digital Building Fabrication Laboratory (DBFL) at the ITE was put into operation for the digital manufacture of structural members. The DBFL is a DFG-funded major research instrumentation, which is unique in respect of its conception and performance, and is the focus of current research in the field of additive manufacturing at the ITE and iBMB (Fig. 2). The working space of the DBFL is 15 m long and approximately 7 m wide, with a height of up to 3 m. A 6-axis industrial robot, connected to a 3-axis portal machine, is the additive manufacturing unit of the DBFL. The robot has a load-carrying capacity of 150 kg, can move about freely in the entire working space, and can be provided with different end effectors (e.g., spray nozzle, welding apparatus, etc.) depending on the production process. The DBFL comprises another portal machine that is equipped with a 5-axis, CNC-controlled milling and sawing attachment. The CNC portal machine is the subtractive manufacturing unit of the DBFL which was also developed for the processing of hard and abrasive materials such as ultra-high performance concrete, for example. A wide range of applications is covered by combining the flexibility of the robot with the rigidity of the milling and sawing unit. Both units can be controlled separately as well as synchronously. The synchronous gear allows for setting up complex process chains consisting of additive and subtractive manufacturing steps.
Due to its overall nine axes, the robotic unit of the DBFL is able to carry out complex kinematic motions such as required for freeform structural members produced in a shotcrete process, for example. Using these possibilities of additive manufacturing, the method of shotcrete 3D printing (SC3DP) [3], that is based on the more than 100-year-old technology of the shotcrete method, was developed as part of a project sponsored by the Ministry of Science and Culture of Lower Saxony (MWK Niedersachsen), with investigations carried out at the DBFL [2]. What is new here is the integration of the already established shotcrete method for the production of structural components in a robot-controlled digital manufacturing process. A particular a dvantage of the shotcrete method against other additive manufacturing techniques is the good bond between two consecutive layers, because the layers are generally applied „fresh in fresh“. Another benefit is the acceleration of the material achieved by compressed air. The high kinetic energy arising upon impact is reason for a compaction of the concrete, thus normally achieving a higher density and/or a lower porosity [4] in comparison to the particle-bed method or extrusion method. As a result, the concrete features comparatively good strength and durability properties.
Due to the high application rate and the high process speed, the method works very well for the manufacture of 3D structural members of large sizes and complex geometries. In contrast, slender structural members can only be realized in a limited manner because of the natural width of the spraying path in case of vertical application (at a right angle to the horizontal) [5]. As no formwork is used for the 3D printing of concrete components, the production process is dependent on the load-bearing capacity of the printed layers applied, with overhangs and thin-walled elements being difficult to realize in an extrusion process. Using the SC3DP technology, on the contrary, allows varying the angle of application so as to achieve an inclined layer structure. The so-called „Gradual Transition Printing“ also enables the full utilization of the printed layers when it comes to overhangs [6].
3. 3D printing of columns
3.1 General
Columns are structural members with essential importance for the structural safety regarding their integrity and dimensional accuracy, while requiring a high expenditure in manufacturing simultaneously. The iBMB has gained extensive experiences concerning columns, among others, made from
normal and high-performance concrete with large bar diameters (e.g., [7], [8]),
ultra-high performance fiber-reinforced concrete with high-strength reinforcement (e.g., [9]) and
ultra-high performance spun concrete with high-strength reinforcement (e.g., [10]).
The ITE investigated the force flow optimized joining of column segments made in high-precision molds (e.g., [11]) or subjected to subtractive post-processing at the joints and are made of ultra-high performance fiber-reinforced concrete (e.g., [12]). Moreover, the SC3DP technology already allowed the successful production of concrete components such as wall sections and beams by means of additive manufacturing [6]. It therefore seemed logical to merge the experiences gained by the two institutes in the field of columns made in a 3D printing process.
In a first step, the shotcrete used in the project sponsored by the Ministry of Science and Culture of Lower Saxony was investigated regarding the achievable concrete parameters. Afterwards, investigation was carried out on concrete printing of non-reinforced concrete columns and, based on this experience, on reinforced concrete columns (integration of reinforcement in the concrete printing process).
3.2 Concrete mixture and concrete strength values
The shotcrete used was „Emcefix-Spachtel G extra“, a polymer-modified, microfiber-reinforced fine-grained concrete made by MC Bauchemie, with a maximum grain size of 2.0 mm. The fine-grained shotcrete was pre-mixed in a compulsory mixer according to the instruction of the manufacturer and then conveyed by a screw pump through a hose up to the nozzle of the spraying device, where it was accelerated by means of compressed air. An accelerator was added to the concrete stream via the compressed air in order to control the setting behavior of the fine-grained concrete.
The specific material parameters of the fine-grained concrete are determined in accordance with [13] using drilling cores with dimensions of Ø/h = 5.5 / 11.0 cm, which were taken from non-reinforced, separately printed cylindrical concrete bodies of Ø/h ≈ 25 / 50 cm (Fig. 3) in axial direction. After the manufacture, the printed cylindrical concrete bodies were subjected to a 7-day post-treatment under foil and stored at room temperature afterwards. The drilling cores were taken three weeks after concrete placement at the earliest. Then the face surfaces of the drilling cores were plane-parallel ground. The concrete parameters determined by means of the drilling cores at an age of 28 days are shown in Table 1.
3.3 3D printed concrete columns
In the course of the first examinations on the potential of the SC3DP technology, annular geometries (hollow concrete columns) were chosen at first, since they – in contrast to straight walls, for instance – are stiffer and thus more resistant to stability failure of the structural members that are not yet hardened. The maximum height of the sprayed hollow concrete columns was limited to about 80 cm for now in the experiments (Fig. 4, left). The geometrical freedom of design provided by the robotic printing process is also suitable for the production of concrete columns with mushroom-like connections to the floor and/or ceiling elements, as shown in the background of Figure 4 (left). For printing the non-reinforced concrete columns, a spraying nozzle was led spirally and successively to the top, with a die approach angle always being adjusted orthogonally to the respective layer below. This manufacturing method consequently makes use of the process-related advantages of the 3D printing process. The hollow concrete columns were designed with heights of 80 cm, diameters of 80 to 120 cm and wall thicknesses from 20 to 30 cm. After the shotcrete had hardened, the face surface was precisely finished by subtractive post-processing using the milling and sawing unit of the DBFL (Fig. 4, center). Afterwards, the individual column butts and/or column segments were connected by dry joints and through tendons inside the hollow concrete columns to become a column (Fig. 4, right) with an overall height of 2.50 m (= segmental construction using dry joints, see also [14], [15] and Fig. 1).
The high part accuracy required for columns can only be achieved to a limited degree by the shotcrete method because of the layered structure and the very high spraying pressure. Therefore, post-manufacturing processes are necessary in order to avoid notches and a disturbed force transmission. These procedures can be the smoothing or milling of the surface, for example, which are however still objects of current research. In addition, the surface quality of the joints of 3D printed precast elements is of importance for assembly on site and plays a decisive role in the successful introduction of the concrete printing method in the construction industry.
3.4 3D printed reinforced concrete columns
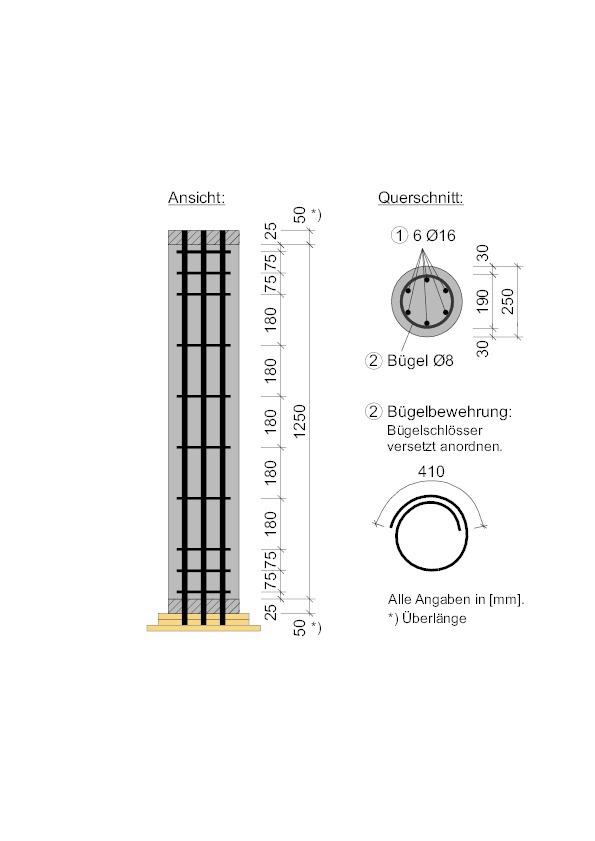
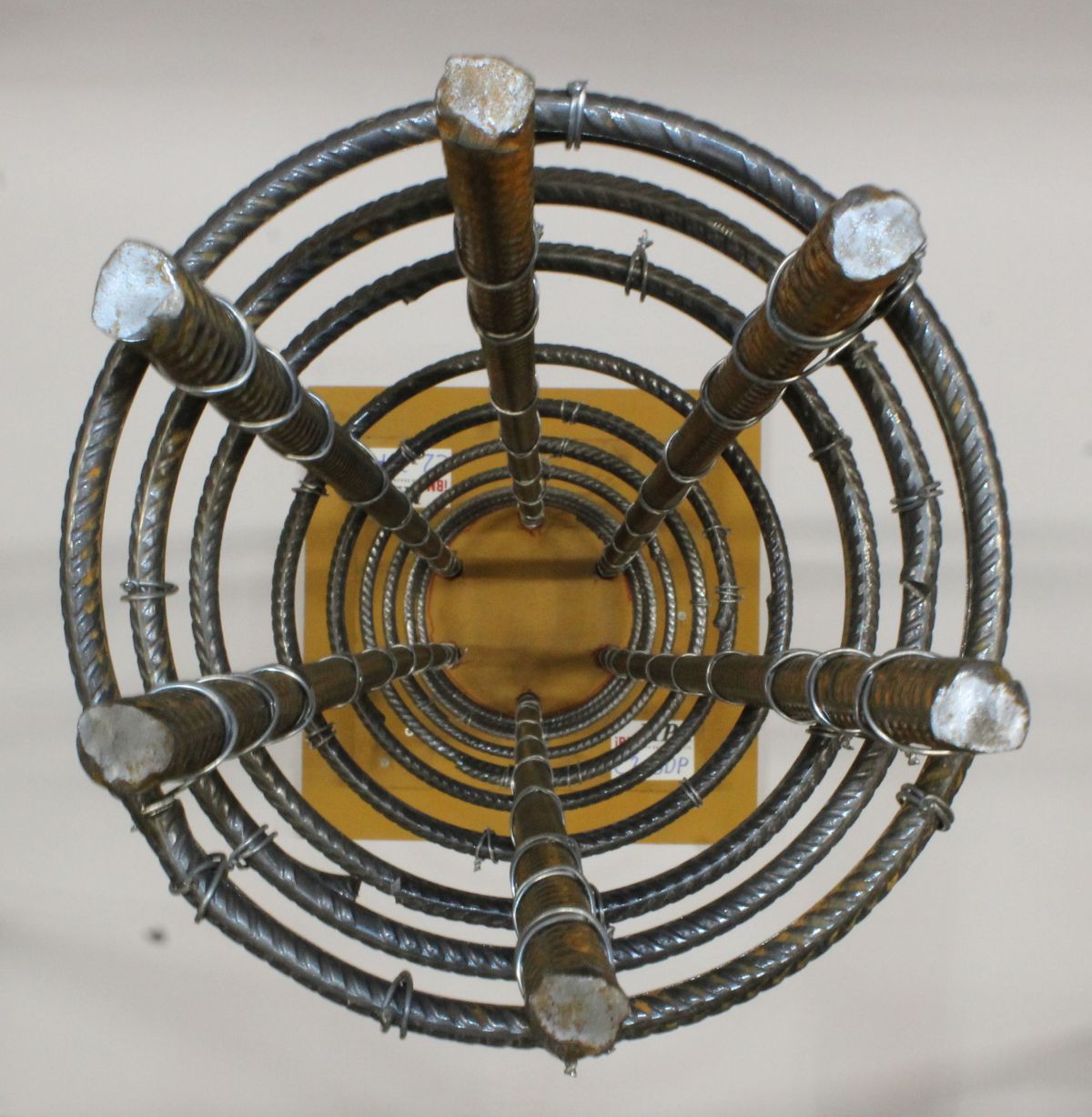
The concrete 3D printing of reinforced concrete columns was investigated on the basis of the experiences made with printing of non-reinforced concrete columns. The two columns should have a full circular cross-section with a diameter of 25 cm and a length of 1.25 m. The longitudinal and stirrup reinforcement was chosen in compliance with section 9.5 of DIN EN 1992-1-1 [16] in conjunction with National Annex DIN EN 1992-1-1/NA [17] (Fig. 5, left). The reinforcement cages were manually bound at iBMB (Fig. 5, center and right). The automated production of the reinforcement cages using a cage welding machine or by means of a metal 3D printer would be a possible alternative in future (cf. Fig. 1).
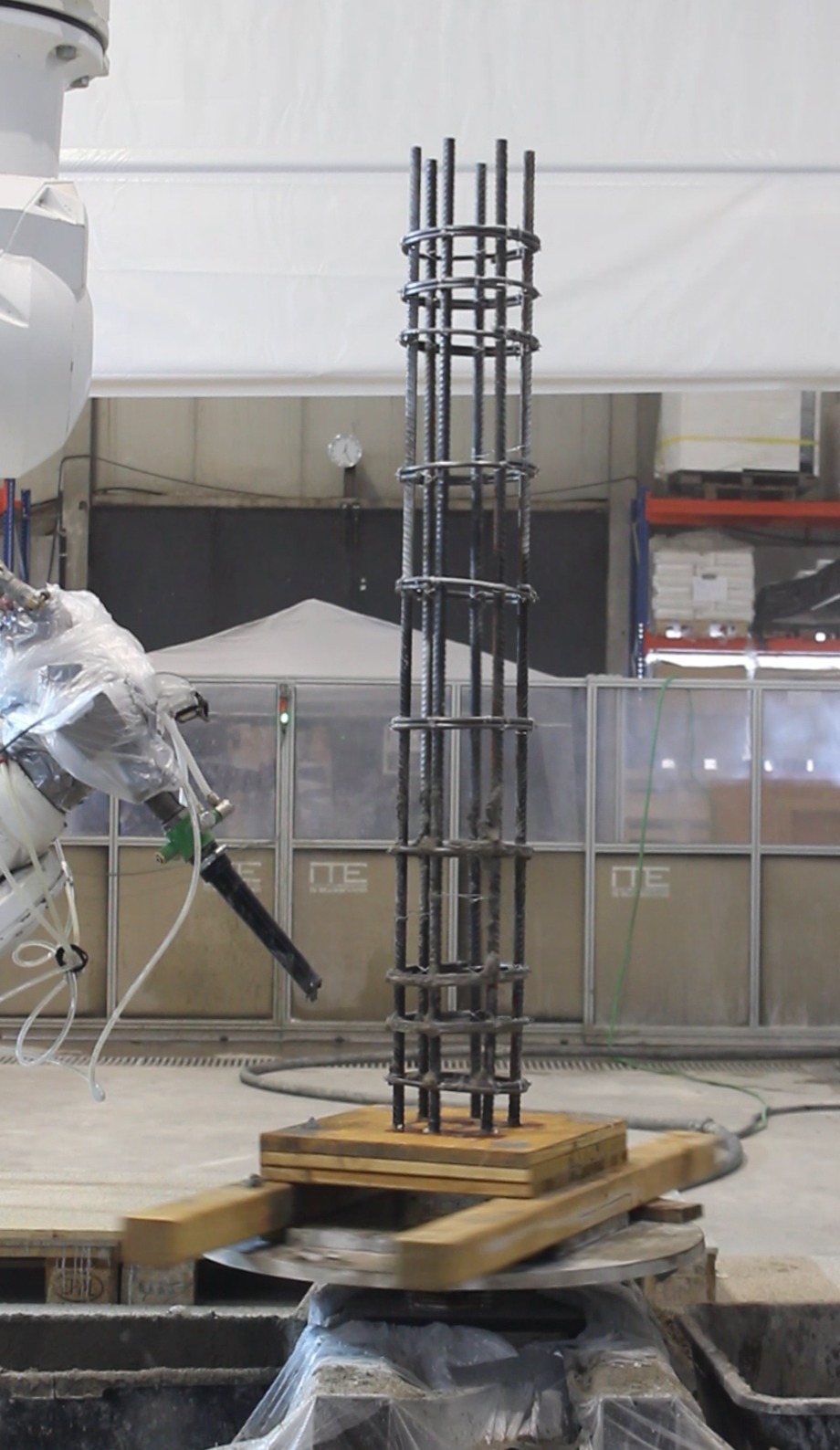
Because of the prefabricated reinforcement cages, it was not possible to lead the spraying nozzle at a right angle to the horizontal, as in case of the non-reinforced concrete columns. In addition, the concrete printing process had to be carried out in such a way that (hardly) any spray shadow occurred. Based on extensive preliminary investigations and process simulations regarding possible guidance of the spray nozzles, the reinforcement cage was finally fixed by means of two shuttering boards on an electrically driven rotary plate and the spraying nozzle that is inclined to the horizontal by 60° was led from the bottom to the top along the rotating reinforcement cage. During the printing process, the rotary plate was operated at a rotational speed of 0.1 m/s. The series of photos shown in Figure 6 clearly demonstrates that the production of reinforced concrete columns could be realized with this method quite well.
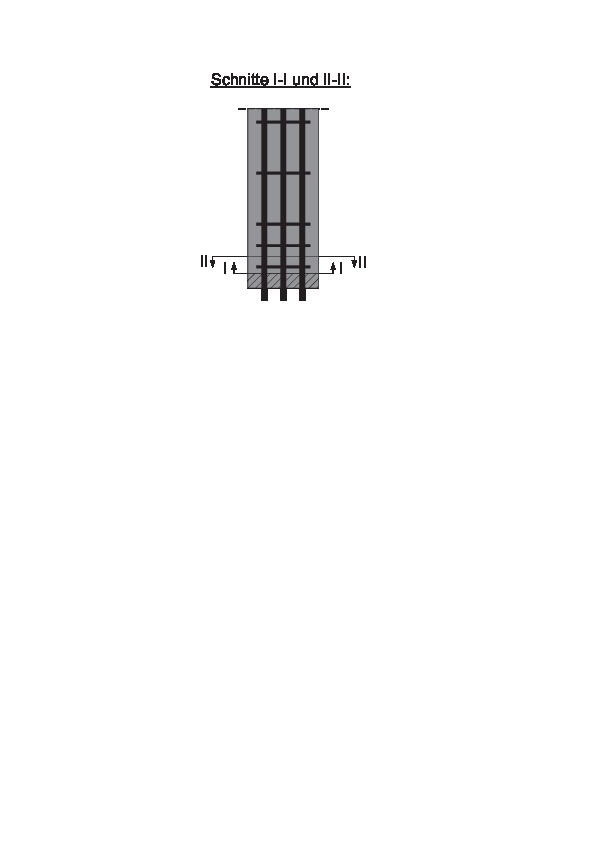
After printing, the finished reinforced concrete columns were subjected to a 7-day post-treatment under foil – analogous to the material evaluations (see also section 3.2). In the following step, the reinforced concrete columns made with excess length (cf. Fig. 5, left, hatched sections) were cut to length (Fig. 7) by means of a CNC-controlled bridge saw at the iBMB. In this process, defects at the concrete cover of the reinforcement steel appeared at the bottom (Fig. 8, center). In order to examine this circumstance thoroughly, another section (section I-I, Fig. 8, left) was made above the first section (section II-II, Fig. 8, left). The cross-section exposed in this process did not show any defects in the concrete (Fig. 8, right). It was assumed that the space between the shuttering board and the first stirrup reinforcement was too small and that the concrete could not be applied precisely there (spray shadow, if any). This phenomenon will be investigated more closely within further research activities.
Figure 8 (center and right), however, also clearly reveals that the concrete exhibits fine grain fractions at the cross-sectional edge and inside the core and that the cross-sectional shape is still very rough (see also section 3.3). Further investigations are also planned on this process-related phenomenon.
4. Summary and outlook
At the ITE and iBMB, Division of Concrete Construction of the TU Braunschweig, segmented, non-reinforced concrete columns as well as continuously printed reinforced concrete columns were printed in order to investigate the realization of 3D printed precast reinforced-concrete components. The structural members were manufactured in the so-called Shotcrete 3D Printing (SC3DP) process, a robot-supported 3D printing method without formwork that is based on the shotcrete technology. The production of the columns took place in the Digital Building Fabrication Laboratory (DBFL) of the ITE, a research laboratory where new, digital manufacturing methods for structural members made of concrete (and other materials) can be investigated at large scale. Whereas in the case of concrete columns, apart from the production, the focus was segmenting them as well as the realization of the associated dry joints, the research concentrated, in case of the reinforced concrete columns, on the integration of the longitudinal and stirrup reinforcement into the robotic manufacturing process. The following structural investigation of the reinforced concrete columns at the iBMB revealed that the production of reinforced concrete columns could be realized with this method quite well. However, there is still need for research so as to minimize process-related structural defects such as the still too low dimensional accuracy, the high surface roughness, occasional spray shadows and the inhomogeneity of the shotcrete.
In addition, systematic investigations on the performance of the 3D printed columns have been planned to allow for comparison with conventionally manufactured reinforced concrete columns. These investigations intend to ensure a robust and repeatable production process which will be integrated in an automated assembly line production, thus leading to an economic and practical application in building and enabling fast and individual construction in the future.





