Laser projection in double-wall production






Con-Form is a group of companies in the construction industry with headquarters in Norway. Several precast production facilities of the group are located in Norway and Sweden – among them a precast production facility for double-wall and floor elements in Strömstad, approximately 150 km north of Göteborg. The plant has now converted its production to be completely supported by laser projection systems supplied by mecoon-Lasertec (Austria). Beginning now, Con-Form will employ lasers in all stations – from reinforcement to final inspection. With the implementation of laser projection systems at all stations, Con-Form expects faster, more precise production of double walls with reduced faults.
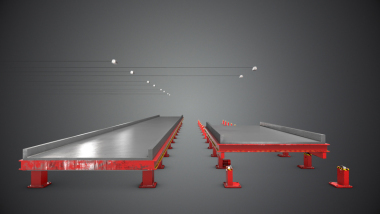
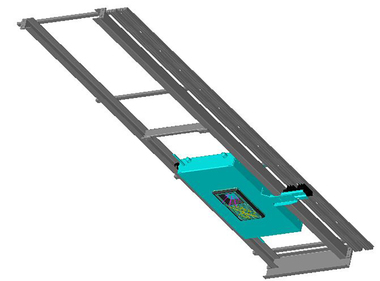
Double-wall production in Strömstad takes place at two tables for the manufacture of concrete reinforcement. Included in the production systems are two lines, each 35 m long, used alternatively, for production of the first shell; a pallet line for manufacture of the second shell; and a folding table for folding the two walls together.
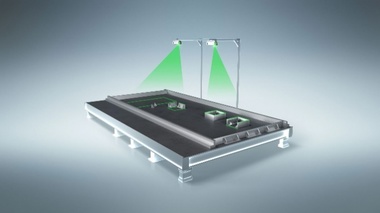
An essential prerequisite for such work with laser projectors is an end-to-end CAD solution. This has been ensured by the PP manager of Nemetschek . The individual stations are fitted with a laser control unit and remote control – via which, adjusted to the given...