At BFU, butterfly battery mold sets new standard for precast elements with five smooth sides
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
 Figure: B.T. innovation
Figure: B.T. innovation
Beton-Fertigteil-Union (BFU) increased its production output while improving product quality and process reliability by implementing the new B.T. innovation plant design. At the core of this new setup is a butterfly battery mold complemented by two workstations equipped with laser projection systems.
Implementing the new plant design developed by B.T. innovation GmbH enabled Beton-Fertigteil-Union (BFU), a precast producer headquartered in the German Black Forest region, to achieve several objectives in one go, namely increasing its production output and improving product quality and process reliability. At the core of this new setup is a butterfly battery mold complemented by two workstations equipped with laser projection systems. BFU uses the new production line primarily for manufacturing precast walls, but also balconies and smaller columns, to an unprecedented quality standard. This endeavor is supported by using self-compacting concrete (SCC).
During a plant visit and inspection of precast elements put to outdoor storage, Volker Koch, BFU Managing Director, took pride in presenting the impeccable precast wall panels. “Previously, we had already been able to produce walls with two smooth sides on our existing battery system, but this new, enhanced quality was simply unachievable for us – the surfaces couldn’t be any better”. Combining BFU’s optimized self-compacting concrete recipe with B.T. innovation’s formwork makes it possible to produce surfaces, edges and blockouts to an unrivaled architectural concrete standard. Beyond this quality improvement, Koch assumes that BFU will be able to more than double its productivity thanks to the new equipment. “We are confident that our new investment will not only improve product quality but also reduce our labor consumption rates accordingly”.
The butterfly battery mold was installed in one of the two new factory buildings that BFU completed in 2019. The system footprint amounts to only about 450 m².
New plant design
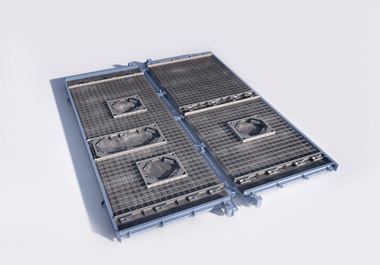
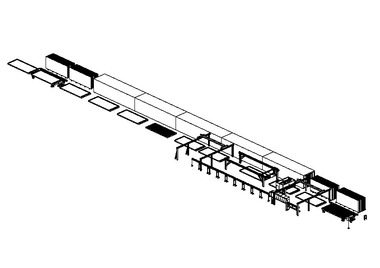
The plant design that B.T. innovation developed for BFU comprises a butterfly battery and two workstations. Each of these stations is equipped with a hydraulically operated folding and unfolding system. This system makes it possible to open or close the butterfly forms as required. For this purpose, the butterflies need to be removed from the battery using a custom lifting beam developed by B.T. innovation in combination with the overhead crane, and placed on top of the folding and unfolding systems. In the next step, the formwork panels connected to each other by a massive swivel joint are folded up or down from the vertical to the horizontal position. This process is reversed for the subsequent storage of the finished shuttered and reinforced butterfly elements.
As usual in circulation systems, the unfolded butterflies rest on roller blocks and friction wheels allowing them to be moved between the workstations. All required work steps can thus be completed in a horizontal arrangement of the butterflies convenient for the operator, which also eases the use of laser systems. In this way, installation of the formwork, blockouts and the entire reinforcement can be optimized and carried out in a time-saving process. The required installation parts and auxiliary materials can be stored in the immediate vicinity of the two stations.
B.T. innovation headquartered in Magdeburg delivered the plant components and the complete formwork system. Wiggert & Co. GmbH designed and implemented the control systems for the butterfly battery, the folding and unfolding systems, the workstations and the roller conveyors used for butterfly transport. Z-Laser GmbH supplied the complete range of laser equipment.
Production process
Battery formwork is nothing new to BFU. Previously, the company had been producing precast walls with two smooth sides on a battery system that had been installed a long time ago. “Since all work had to be done on the vertical bulkheads, this was a very arduous and time-consuming activity for our employees,” reports Volker Koch. B.T. innovation’s concept of horizontal preparation thus convinced BFU right from the start. This manufacturing arrangement is very efficient and cost-effective and takes up very little floor space in the factory building.
The addition of laser systems improved the accuracy of formwork installation and reinforcement significantly. This new setup prevents errors during these activities while shortening shuttering times. In addition, the formwork system has been specially designed for use in battery units. It is based on the exceedingly lightweight MultiForm system while also using MagFly magnets supplied by B.T. innovation. “In our case, the usable areas of the individual butterfly halves are 8 × 3.5 m each,” says BFU Managing Director Koch. “Optimized planning currently enables us to achieve a utilization rate of up to 70%.”
After completion of all manual operations, the butterfly is folded from the horizontal to the vertical position using a specially designed lifting beam and the hydraulic folding and unfolding station newly developed by B.T. innovation. The butterfly is then hooked into the supporting structure of the butterfly battery from above using the overhead crane.
When the battery is fully loaded, the butterfly forms and bulkheads are hydraulically braced with the fixed and movable tensioning walls. “Using six hydraulic cylinders for the butterfly system provides a much more effective seal compared to our previous battery unit,” Koch explains. The positions of the cylinders were chosen such that hermetically closed bracing is ensured regardless of the type of occupancy and number of panels.
At BFU, concrete is poured into the forms through either a crane-operated concrete spreader or a concrete pump. After the drying phase, the butterfly battery is “opened”. For this purpose, the tensioning and bulkhead walls as well as the butterflies are moved individually using hydraulic cylinders. The crane then lifts the cured precast elements directly from the suspended butterflies.
Increased production output
The new butterfly battery mold supplied by B.T. innovation enabled BFU to enhance the quality of its products significantly while also increasing production output considerably: “I am fairly sure that we will easily be able to double the output in the near future thanks to the butterfly battery,” says BFU Managing Director Koch confidently. BFU is currently operating the butterfly unit in a single shift. The precast panels cure overnight and are stripped of their formwork the next morning.
Summary
B.T. innovation GmbH succeeded in further developing the well-known battery formwork system and launching it under the “butterfly battery” brand name. This design enabled the company to combine the advantages of battery-based production with those of stationary or circulation systems.
It is generally possible to modify the plant design of the butterfly battery such that concreting can be performed in three or four stages in three shifts within 24 hours. After only about four hours, the concrete will have reached an early strength of 3 to 8 N/mm² so that the butterflies can be removed from the supporting structure. It is then possible to put the butterflies to interim storage in a suspended position until the precast elements inside have hardened completely. At the same time, newly prepared butterfly forms can be hung back into the supporting structure for the next concreting stage. One other option, for example, is to prepare or process the butterflies on a “downstream” circulation system involving several workstations and machines. It is always possible to integrate machines known from circulation systems into this process. This plant layout allows for producing precast elements with five smooth sides thanks to the equally smooth formwork – to an unprecedented quality standard and in a quantity that had previously been impossible to achieve on battery formwork.