Start-up of an autoclaved aerated concrete plant in Abu Dhabi
Eighteen months after signing the contract, Hötten launches its first autoclaved aerated concrete production plant in the United Arab Emirates – in Abu Dhabi production of the first autoclaved aerated concrete blocks is already underway. The building material autoclaved aerated concrete is now no longer imported, but produced directly on location. This new advantage significantly reduces the costs of construction materials, while considerably increasing the quality. One can look forward with eager anticipation to the first buildings …
The seat of the Hötten Maschinenbau GmbH in Germany is Dorsten; the company has been active for 40 years in the autoclaved aerated concrete sector. The initial supplier to the mining industry has evolved over time into an internationally oriented builder of special-purpose machinery. In parallel to its continued contributions in mining technology, the medium-sized company, which currently employs a workforce of 140, has succeeded in establishing itself in the packaging and insulation technology sectors. The strongest branch of business at present is brick production, sand lime brick, autoclaved aerated concrete and mortar production technology. The following report focuses on the manufacture of machines, mechanical equipment and complete plants for autoclaved aerated concrete production.
Motivation for the investment?
Hötten Maschinenbau GmbH distinguishes between “old customers” and “start-up customers”. The customer structure has changed tremendously in the past 20 to 30 years. The portion of the so-called “old customers” used to range between 80 and 90%. The greater part of the customers at that time were successfully engaged in construction materials production; the manufacture and application of autoclaved aerated concrete had become second nature to them. The focus of market development then was on Central Europe and particularly on Germany and the Benelux states. The product autoclaved aerated concrete was also known in the peripheral regions of Europe including e.g. Great Britain and Germany’s Scandinavian neighbors, but by far did not play the same role as in Central Europe. The Eastern European countries had known autoclaved aerated concrete only from hearsay; successful application in these countries, however, was very difficult due to the totally outdated Soviet production engineering at the time.
The Hötten company finds that the market share of autoclaved aerated concrete has basically remained constant, while the market volume has been reduced by more than half. As a result, very few investments are currently made in Europe; on the contrary, production capacities are taken off the market. Given the slight increase in the overall population and the growing portion of single households, one must assume a disproportionate need for housing at the same time as the construction volume is sharply declining. It is only logical that this leads to quick and considerable overaging of the existing buildings. In the face of this situation, the machine builder expects a revitalization of the construction economy in the next years or in the next decade and thus a decisive positive influence on construction materials production.
The sales markets of Hötten Maschinenbau GmbH are found wherever developing nations evolve into emerging nations and where emerging nations become developed countries with a high degree of industrialization and a high service level – in completely objective terms and related exclusively to socio-economic parameters. The current principal markets are in Russia and its larger peripheral states, in China and in the emerging nations such as Vietnam, the Gulf Region and the Islamic states in the Near East. Demand for autoclaved aerated concrete production also exists in North Africa, Argentina, Brazil and on the South American continent.
In the above regions, the machine builder is almost always confronted with “newcomers.” In these countries, the construction material autoclaved aerated concrete has no tradition. The investment motivation in these countries is the need to provide adequate housing. The money made with oil is also intended to be invested in exclusive administration, insurance and banking centers, thus paving the way for targeted politico-economic development “after the oil.” The experienced Europeans who come to these regions as consultants are therefore an important link between machine builders and investors. The investors are often agents of state housing societies or are pure capital investors. Only rarely do they have any knowledge of construction materials production.
Financial requirements
The investment into a large autoclaved aerated production plant, including the building and the infrastructural measures, runs to around 15 to 20 million euros. The regional markets in the emerging countries listed above are almost all undersupplied, i.e. not saturated. For this reason, one can always assume 24-hour operation of the plant on about 300 calendar days yearly. Provided that the costs of raw materials and the sales prices are based on the market and common, a return on investments of a complete plant can be forecast in around 38 to 48 months, based on values gained by experiment. This fact helps investors to make a decision.
Given the relatively low investment volumes and the high productivity, the efficiency of the process flow and the long economic life of such plants, the proportionate manufacturing costs – tax deduction allowed for depreciation, repair and maintenance, assignable interest – related to the production costs of one cubic meter autoclaved aerated concrete are almost negligible. These range between 5 and 10%, depending on the detailed cost structure.
Materials management requirements
The materials required are sand, burnt lime, Portland cement, gypaum, water and aluminum powder or paste. For manufacturing 1 m3 of autoclaved aerated concrete, approx. 500 kg of these materials are required. Except for the aluminum, all other materials should be on hand in sufficient quantity and quality.
The transport costs of the raw materials in part exceed the purchase value of the raw materials itself. In choosing the site of an autoclaved aerated concrete production plant it is therefore important to find the logistically optimum place with regard to the distance of the raw materials source to the plant and to the anticipated delivery destinations of the finished construction product. There is no ready-made solution for this; every investment must be individually checked and assessed.
It may be added here that the costs of logistics depend heavily on the type of transport. Experience has shown that the ship (including the canal ship) is generally the most cost-efficient means of transport for broken lime.
Other requirements
The machines and the mechanical equipment must satisfy local legal requirements in nearly all sales regions of the world. This refers to safety at the workplace, environmental protection, the energy efficiency and the construction technology used. Moreover, the construction products manufactured on the machines must be approved on location; special consideration is given to safety and protection from cold, heat and noise.
Finding skilled personnel or the means to train personnel on the production site is of great significance for an investor. The same applies in equal measure to blue-collar workers and to the technical management and to the staff in administration and sales. Hötten offers its support for this as well.
The construction product autoclaved aerated concrete must fit into the climatic and cultural environment. In the Romanic countries on the Mediterranean Sea, for example, the traditional building material is natural stone; this is part of the culture in that region. This is why autoclaved aerated concrete never had a chance there in the past 30 years.
Last but not least, the investor must be honest so that he can offer the machine supplier fungible securities to the effect that the purchase price will be paid, when the services have been performed and handed over.
Conception of a typical production plant Building and infrastructure
In the course of the last decades, Hötten Maschinenbau GmbH has gained and built up a great deal of experience in technical planning. For a large plant (300,000 m3 annual output) an investor needs a logistically well-placed site of around 25,000 to 30,000 m2. Ideally, the site should be around 150 m wide and 200 m long.
The production hall should have an area of around 6,000 m2 and a height of between 9 and 12 m. Immediately adjacent to this hall are the silos for sand, burnt lime and cement, spacious enough to accommodate raw materials for generally two to three daily productions in 24-hour operation.
The technical requirements made on the raw materials in a modern plant are very high. Sand that meets the specifications of the mix design precisely is virtually never available. Accordingly, sand grinding and conditioning of the return slurry is required. These two voluminous production areas are always accommodated in the front part of the hall, near the silos.
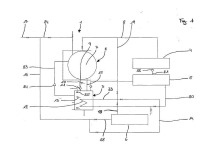
The conditioned raw materials, including the return slurry, are then transported and/or pumped into weighing units. At this stage, the product batches are put together and thoroughly mixed in a high-frequency mixer according to the mix design. The mixing time is about three minutes; a mix weighs around 3 t. The mix is then poured into a rectangular form with a volume of around
5 m3. This entire area of the hall is called the “mixing tower”.
The actual production area for autoclaved aerated concrete begins in the immediately adjacent space. This is where the autoclaved aerated concrete rises, is cut to the exact size, parked, autoclaved, separated (leaving the edges intact), sorted, stacked and packaged. The finished product is then usually transported out of the hall to the open-air storage area for intermediate storage.
A well-adapted division is also recommended for the outdoor facilities to ensure optimal operational flow. There should be a complete bypass for transport; a total area of approx. 2,000 to 3,000 m2 is needed for roads. For the raw materials, around 3,000 to 5,000 m2 should be made available and for the finished products around 8,000 to 10,000 m2 of storage area. An area of 1,000 m2 is additionally required for parking spaces and footpaths. On the main access to the factory, a small multi-story administration building is usually erected (around 1,000 m2 of office space) to accommodate the following principal entrepreneurial functions: marketing and sales, order processing, procurement and inventory and accounting.
Production flow and materials flow
The mix designs are changed, sometimes several times a day, to adapt to the daily detailed analysis of the materials. The mix-specific quantities are taken out of the production bins and transported to the mixer. The intensively blended mixture is cast into a mold, which is moved to a waiting station. The station must be kept warm and protected from wind. If it gets very cold at the location in winter, the stations must be enclosed. In such cases the partition walls would be of masonry construction and the individual areas covered with a roof made of thermal materials. If the temperatures are extreme, a moderate heating system, which can be operated with recycling water, has to be installed.
The waiting time – i.e. the time until rising – lies between two and four hours, depending on whether the mix is lime-active or cement-active. Subsequently, the mold is taken up from behind by a special-tilting crane, carefully opened and turned (or turned around) by 90° and deposited on a side plate of the mold, standing perpendicular on a cutting trolley and anchored to it.
In this position, the raised mold is completed with the reverse-running sideforms, carefully cleaned with oil and returned to the casting tower. The autoclaved aerated concrete cake, standing upright, is now transported at a moderate pace through the cutting line. The unfinished product is first cut to the proper metric size. After that, step-by-step, the horizontal and vertical cuts are performed. The waste material that remains on top of the cake is removed by suction and passed on to the materials recycling process – the same as all other previous waste materials resulting from processing the longitudinal and front sides of the unfinished cake. Finally, recessed grips can be milled into the unfinished cake, if desired.
The advantages of this plant are essentially that the cuts are performed relatively quickly and precisely, that the cutting wires are subjected to a minimum of wear and that the cut materials are recycled to 100% – without additional workers. The autoclaved aerated concrete cake can, moreover, be cut into diverse block sizes and the realization of tongue-and-groove systems to optimize the vertical anchorage is possible and poses no additional problems.
Finally, the completed, cut cake is removed from the cutting trolley and transported by crane to a curing car. One curing car can typically accommodate three cakes. Curing cars are always combined into trains of between five and seven and coupled, according to the lengths of the autoclave used.
The completely assembled curing cars are pulled into the autoclave while the autoclave is being unloaded. The curing process takes place under heat, pressure and moisture, which are monitored and regulated fully automatically. One curing process of unreinforced autoclaved aerated concrete blocks takes about eleven hours. Reinforced elements must remain around two to three hours longer in the autoclave.
The blocks, standing upright on the curing cars, are subsequently conveyed by transfer car to an unloading crane. The crane then deposits the individual cakes, still standing on the side plate, in front of a separation machine. The separation machine is required, because the edges of the individual tend to stick to each other during curing. The separation machine takes up one complete cake at a time. The cake is aligned in the machine and then separated layer by layer from the bottom to the top, using the utmost of care. For this purpose, Hötten uses special-purpose machine components, driven in part hydraulically and pneumatically.
The completely separated end products are then sorted and stacked if required. The stacking pattern is predetermined by data technology. When the stacking pattern achieves its quantitative target, the stack is transported on a transport pallet, strapped or wrapped in plastic foil and heat-sealed and placed correctly sorted in the storage yard.
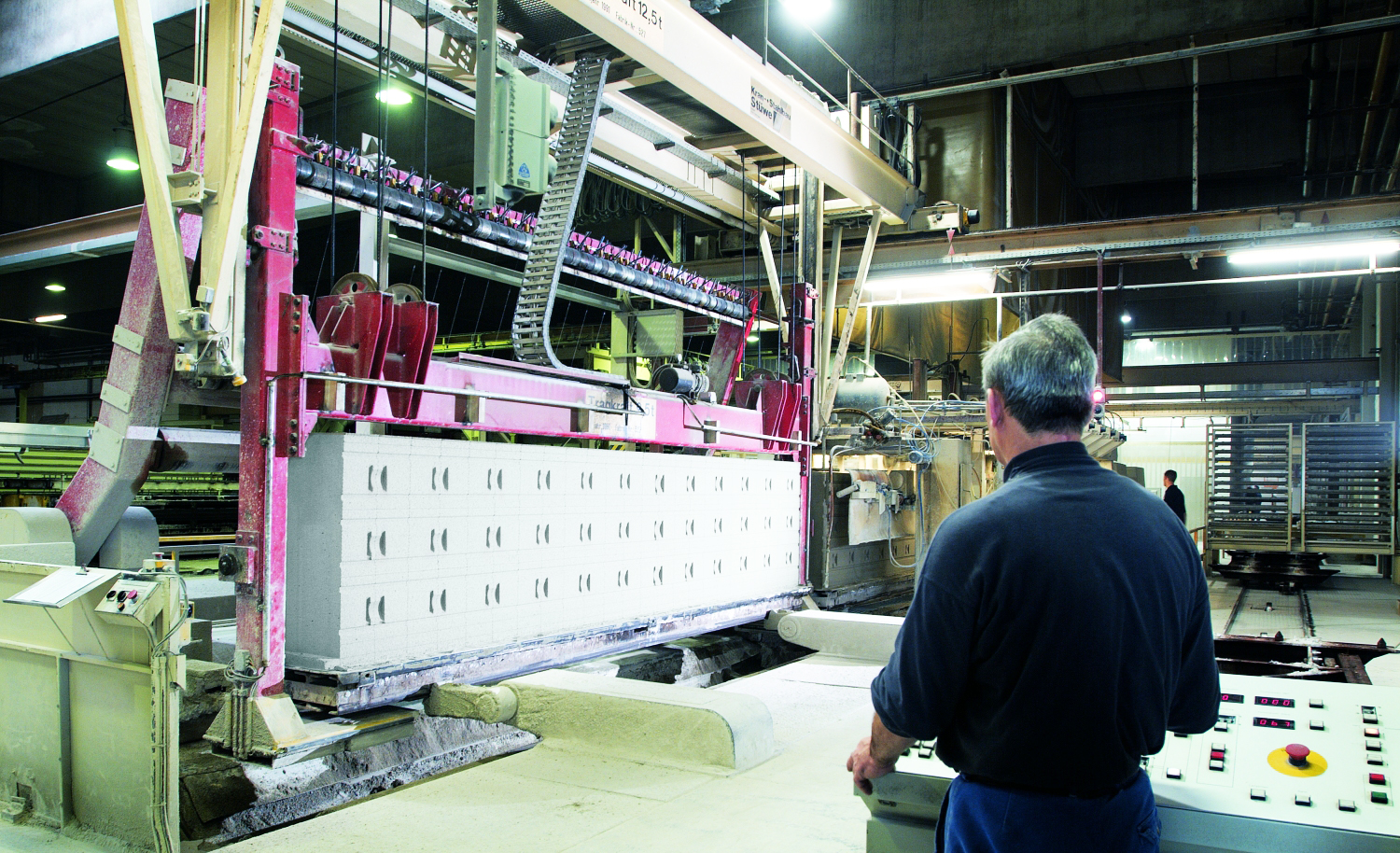
Autoclaved aerated concrete plant in Abu Dhabi
The plant just recently put into operation was conceived for the company Ali & Sons. Although this company is active in many segments of industry, it has no previous experience in the manufacture of construction elements or autoclaved aerated concrete products.
Ali & Sons has intensively researched the potential market for their products; the plant was designed for a capacity of 300,000 m3 per year. Now the architects and general contractors in this region must be acquainted with the advantages of the product autoclaved aerated concrete. The foundation – a highly automated and optimized plant for the manufacture of these products – has now been laid. Before long, the construction boom that continues unabatedly in the United Arab Emirates is sure to have the plant running at full capacity.