Construction of a new production line for the manufacture of noise barriers, façade panels and special components









In 2009, PBM in Malataverne, France, commissioned the first circulation line for the manufacture of noise barriers and special precast components. At the new plant, a line for large-scale, flat-shaped special products was put into operation that enables a cost-efficient production sequence. At the same time, this multi-purpose production line provides the option of manufacturing sophisticated special products at the top end of the market range.
With ten production sites and 500 employees, the PBM group is the largest precast stair producer in Europe. The company also manufactures products for building construction (special precast elements) and road construction (noise barriers, retaining walls), as well as concrete products. Two PBM sites specialize in the production of noise barriers. Innovation is at the very heart of the growth strategy of the business, which was founded in 1978.
Originally, the Malataverne site was to be closed several years ago as production had no longer been commercially viable.
In 2006, i.e. one year after the new managing directors, Guillaume Bermond and Jean-François Turelier, had taken over the management of PBM, however, the company decided to invest in the site and in the production of noise barriers.
Jacques Alphand, the technical manager who is also responsible for research and development, was assigned the task of designing the production processes at the new plant: “We were looking for a production line offering the option to manufacture products to a very high quality standard, yet in an economical manner, whilst also providing the flexibility needed to launch the manufacture of new products in order to be able to respond to ever-growing market demands.”
The core purpose of the production line is to manufacture noise barriers. The PBM group of companies is already supplying one third of the French market and intends to increase this share to 50% in the short term. With the new production line, PBM would now be in a position to meet the total demand for noise barriers in France by using wood concrete. The noise barriers are composed in such a way that they either absorb or reflect the noise.
Reflective noise barriers are produced from “classic concrete”, i.e. at a bulk density in excess of 1,500 kg/m³. Accordingly, two types of cement (gray and white) can be fed into the mixing unit, which has also been equipped with a metering system for the addition of pigments. “Depending on the desired effect, we are able to produce premium surfaces with colored, blasted, textured or washed concrete,” explains Bernard Michel, production manager for Southern France.
Noise-absorbing walls are produced from wood concrete. For this purpose, a layer of concrete with a bulk density of 800 to 1,000 kg/m³ is cast in the first step. Then a conventional concrete layer is added, which subsequently meets the structural requirements. Units can be produced in sizes of up to approx. 3 m x 7 m and with a total weight of up to twelve tonnes.
“We’ve been reviewing the process very thoroughly and looked at various production lines and designs offered by quite a number of suppliers across Europe,” explains Jacques Alphand. “At the end of the day, we chose Vollert. Rocchio was contracted with the delivery of the concrete preparation and feed stages.”
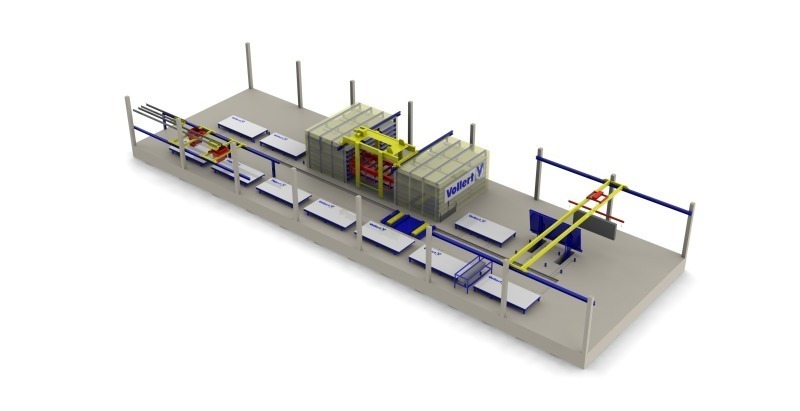
Pallet circulation system
The pallet circulation system supplied by Vollert enables the production of solid walls and special precast elements up to a total thickness of 400 mm. After the first completion stage, the curing chamber can accommodate a total of 40 pallets. At the second stage, its capacity can be doubled to 80 pallets.
The first completion stage of the production line set up in 2008 included the delivery and installation of the following components:
» mixing unit comprising two planetary mixers,
» two bucket conveyor systems to link the three different factory buildings,
» pallet transport via a central transfer car with two transverse lifting platforms moving along, as well as bogies and friction gears,
» one concrete spreader with flat-body gate valve,
» one concrete spreader with conveyor discharge system,
» concrete compaction using a vibration unit,
» fully automated storage and retrieval unit for the freely selectable storage of pallets in, and removal from, the curing chamber bays,
» curing chamber designed to ensure optimal hardening of the precast elements,
» tilt table for the gentle lifting of solid walls, preventing any damage to the material,
» formwork pallets without fixed edge but with a fastening system for custom molds.
Mixing unit
The mixing unit comprises two planetary mixers, each having a capacity of 2,250 liters of water (1,500 l of concrete) and two outlets. Three cement silos (each with a capacity of 60 tonnes) were provided for white and gray cement and for additives (limestone powder). The mixing plant also includes a pigment metering system supplied by Chryso.
For PBM, this installation of the mixing unit was a big step forward as all three main concrete grades can now be mixed on one and the same system: gray and white concrete, colored concrete and wood concrete (for the noise barriers).
Seven silos have been provided for the storage of aggregates, with a capacity of 120 m³ for wood concrete alone.
Bucket conveyor system for concrete transport
Two bucket conveyor systems can supply concrete to the three factory buildings. One of the buckets has been designed as a turning bucket while the second has been equipped with a segment-type closure for the transport of lightweight concrete.
Concrete spreader
As in the case of the bucket conveyors, various discharge technologies are used for the individual types of concrete.
When producing noise barriers, the wood concrete is placed first. This concrete is very stiff, which is why conventional gate or screw spreaders can be used only to a limited extent to discharge the concrete. For this reason, PBM decided to install a concrete spreader with discharge conveyor.
In the case of the conventional concrete discharge system, the company chose a concrete spreader with metering via a gate. “We preferred this technology over a screw spreader in order to avoid the high maintenance cost associated with the operation of screws,” explains Regis Delecour, who is responsible for the maintenance of the production line. “The gate technology is less vulnerable to wear and tear and much more cost-efficient, especially when adding crushed aggregates to the concrete mix.”
Concrete compaction
Only under certain conditions can conventional vibration technology be used for the compaction of wood concrete. For this reason, a special machine is used to compact the concrete in top-down direction (Fig. 4). Following the insertion of the reinforcing steel, the second concrete layer is compacted using six asynchronous high-frequency vibrators.
Central transfer car
The central transfer car distributes the pallets across the different work stations and also conveys them to the next work step if required. Flexible retention times at the various work stations are of no significance in this transport system as the pallets can overtake each other.
On a conventional circulation system, the pallets are “running round in circles”, which is why there is only limited scope to move them more quickly or slowly than the other pallets. In such a system, the pallet cycle time is more or less dependent on the slowest work step. Provided the degree of production complexity and process purpose remain unchanged, this solution is usually quicker and more economical.
“In our case, however,” explains Jacques Alphand, “the individual products are very different from each other and require dedicated process flows.” The disadvantage of a transfer car system arises from the time required to transport the pallets from one station to the next. This work step could be performed automatically but this would require a separate, enclosed area. Such a solution would not have been satisfactory in the case at hand as workflows would become more complex if the production building were divided into different sections. “We have been optimizing the design together with Vollert Anlagenbau and CERIB (French Institute for Research in the Concrete Industry) until we arrived at a safe yet economical solution,” Jacques Alphand continues. The transfer car was fitted with a laser scanner system to enable its automatic movement in the area that is not blocked off. This is where Vollert could draw from its several decades of experience in the field of intralogistics. “We also offer solutions for other sectors, such as for the aluminum industry or for the logistics involved in lifting and conveying heavy loads, which is why we can utilize a huge in-house knowledge base,” says Jürgen Hesselbarth, the responsible project manager at Vollert. “In addition, we have so far installed 17 production lines in France. Most of them were designed, engineered and successfully set up in close cooperation with CERIB. This close collaboration is of course very helpful when it comes to jointly developing safe and economical designs.”
Formwork pallets and molds
“Formwork pallets have been designed so as to ensure that individual molds can be fastened to their surface. We work with various molds, each of them having a differently textured surface for the noise barriers,” explains the plant manager, Philippe Vittet. “We must be able to exchange these molds depending on the specific order requirements.”
The pallets can also be used for the production of conventional precast elements. Also, formwork with integrated magnets can be used instead of complete molds in order to manufacture individual special components. As a result, the options that this production line can offer are restricted only by the maximum formwork pallet dimensions and the load capacity of the production line.
Storage and retrieval unit and curing chamber
The curing chamber consists of a rack system into and out of which the pallets can be moved by the storage and retrieval unit, in a manner similar to a cabinet with drawers. This enables the production supervisor to randomly select the sequence of pallet removal in the control system. The possible sequence of production is governed by actual manufacturing instead of the storage specifications.
“The devil is in the detail, and it’s often the tiny details that account for the most important quality features of a machine,” says Jürgen Hesselbarth. “We are particularly proud of this difference in the case of our storage and retrieval system. We have done everything possible to extend its service life and degree of safety whilst reducing maintenance cost in a meaningful way and in the long term.”
As mentioned above, the most prominent example of this approach is the storage and retrieval unit (SRU):
Unlike shop or mobile cranes, the SRU moves in automatic mode within a defined area that is safely blocked off. For SRUs, specific safety requirements must be met that are described in DIN EN 528 published in February 2009.
Shop or mobile cranes are mostly equipped with a single-rope hoist designed and dimensioned in accordance with the permissible maximum load. The operator permanently monitors the transport of the load. If the load collides with an obstacle nonetheless, both load and rope line are flexible, which means that the rope is not necessarily subjected to an immediate extreme overload.
In the case of automatic SRUs equipped with guided crossbars and a four-rope hoist system and operated at relatively high hoisting speeds, any collision of the crossbar with the load suspended from the ropes with an obstacle will result in an immediate extreme overload that acts on at least one of the four ropes. This system must be able to compensate for the hoisting path that is still triggered until such time as the drive motor has come to a complete halt after the electronic switching-off of the hoist drive.
For this purpose, Vollert Anlagenbau uses, as the only manufacturer in this area, a special spring suspension of the rope that is adjusted to the maximum hoist load. In the case of an overload, this proprietary solution compresses buffer springs that do not move under normal loading. A limit switch turns off the hoist drive already after a few millimeters of spring deflection. The remaining spring deflec-
tion ensures that the rope loading is in-
creased continuously as the motor output decreases so that the rope line load does not reach the maximum permissible value calculated with the failure safety factor. In many cases, this arrangement saves the “lives” of the rope and thus of the crossbar with formwork pallet and precast element.
Overload protection devices, such as load pins, that cannot compensate the overrun of the hoist system are hardly suitable to prevent any overload destroying the rope that may occur in the event of a collision at normal hoisting speed.
In order to further extend the service life of the ropes, Vollert develops special hoisting systems with optimized drum and rope diameters. Also, ropes are hitched multiple times only in exceptional cases. The service life is calculated and the replacement intervals are determined not in a general, prescriptive manner (e.g. every year) but on the basis of actual operating hours, which extends the service life of the ropes many times over. This approach results in a significant maintenance cost reduction.
Summary
Noise barriers and special precast elements are governed by their own process flows, which is why they require tailor-made solutions. The decision of PBM to invest in a technology that enables both economical and efficient production whilst providing the flexibility needed to manufacture special elements and to develop new products has proved to be correct. With this production line, PBM can respond very quickly to changing customer demands and offer new niche products that conform to a very high quality standard.
The cooperation of all parties involved in the project was successful, which enabled the impeccable design and set-up of the production line. Today, the production line makes it possible for the PBM group to expand its position as a market leader in France and Europe.