New generation of PUR wet-cast molds



Nowadays, cast stones manufactured in a wet-cast process are regarded as being high-quality design products. The trend of coarse imitations of natural stone has changed towards concrete slabs with a spacious, elegant and calm look. The manufacturers of such modern products are competing with slabs made in the ceramic industry which is following this trend as well. As a consequence, not only the requirements on the concrete manufacturer are constantly progressing, but they also require all necessities and the use of latest technology in present mold making.
This is exactly where Wasa comes in with its many years of know-how and elaborate processing technology, informing in this article on fundamental principles.
Model/template from
in-house model construction
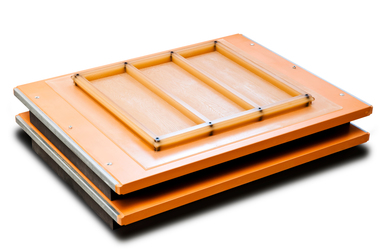
A CNC milled template made from hard plastic is required for an elegant cast stone product featuring slightly rounded edges and small joints. A surface that has been scanned previously can be transferred to the template in a CNC process. According to the author, templates made of wood-based materials or materials with an open-porous surface are not suitable: wood-based materials adapt to the ambient climate conditions and tend to cupping and warping. The templates are not feasible for an extension of the production capacity for the new season, with new models being needed. At worst, no back-up copies are available and a special surface, such as wood texture, has already been advertised in the market and in the product catalogs. Templates made from materials with a density of below 0.7 kg/dm³ often have an open-porous surface, which is reproduced by the polyurethane mold. The release agent can immerse deep into the PUR mold, and poor demolding of the concrete blocks is just one possible consequence.
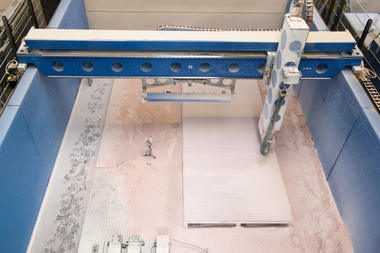
Therefore, Wasa makes use of an in-house model construction department: from the field of model construction, Wasa uses state-of-the art means, as CAD/CAM programs and CNC milling and application technology, from concept design to the final template.
Polyurethane systems
and PUR molds
For applications with concrete, three different degrees of hardness have established themselves – measured in Shore A: Shore A45 (soft), Shore A65 (standard) and Shore A85 (hard).
According to the European chemicals regulation REACH, it is no more allowed to incorporate any mercury catalysts into polyurethane systems or only to a limited extent. Moreover, old polyurethane molds with the said mercury compounds are hazardous waste and have to be disposed of accordingly. In the market there are a lot of liquid polyurethane systems available which are used in various sectors of industry and craft. The highly demanding applications at concrete plants require materials which are especially developed and optimized for wet-cast molds. Mechanical and computer-controlled process engineering are necessary in order to obtain the optimum characteristics of a polyurethane mold. Furthermore, the curing time of 7 days at 20 degrees Celsius of the cast PUR molds have to be ensured.
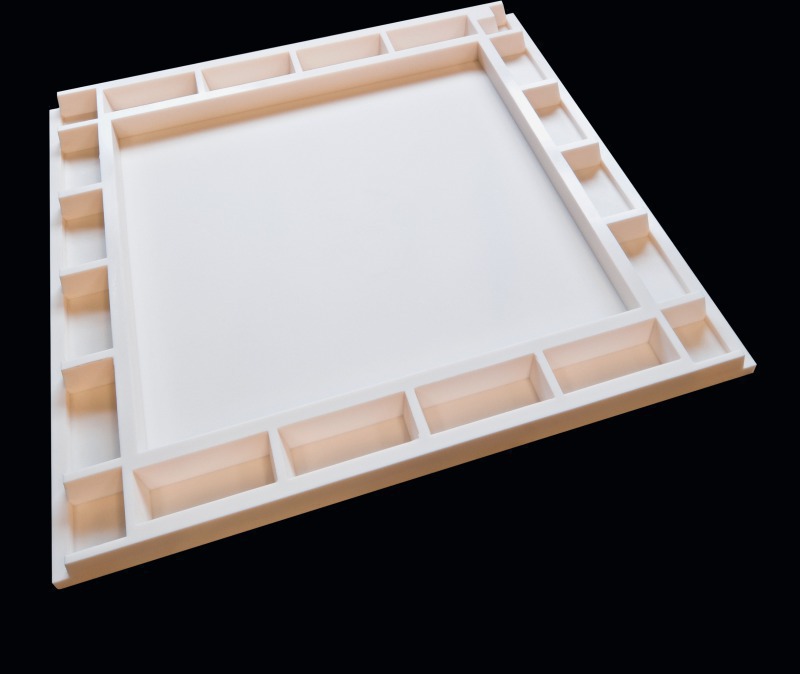
Wasa located in Neubrunn in South Thuringia is manufacturing mercury-free wet-cast molds using one of the latest process technologies all over the world. In line with the growing demand on quality and durability, among others, large-scale molds are manufactured, which meet the requirements on a new generation of PUR molds for the concrete industry.
Requirements
on release agent
There are a lot of suppliers offering release agents. Generally, a release agent for PUR molds has to be free of solvents. They not only attack the polyurethane material and reduce the dimensional stability, but also contribute to an increased solvent concentration in the ambient air and increased concentration at the workplace. Therefore, it is compulsory that the manufacturer of the polyurethane molds or the liquid PUR components tests and approves a release agent. It can, however, only be tested whether the release agent attacks the surface of the PUR mold; but it is not possible to determine the release properties and the influence on the concrete quality.
Different release agents must not be applied on polyurethane molds as this may cause interactions which result in deformation and shrinkage of the PUR wet-cast mold. Airless spray systems for micro-fine atomization preventing any dripping have proved themselves for the application of a release agent. It has to be ensured that the spraying nozzles work properly and that they are not clogged.
In this regard, Wasa gladly provides their experience as a service provider, discussing together with the customer the best suited release agent for the respective kind of application.
Summary and conclusion
The significance of high-quality wet-cast molds regarding the success of a new cast stone should not be underestimated. It is often already neglected in the product development stage to invest in dimensionally accurate models for cost saving reasons. A PUR mold is only as able to reproduce an excellent cast stone as the above-mentioned template. At present, the trend of the market calls for straight, elegant products, requiring to use complex techniques and suitable polyurethane materials. The said aspects are the precondition for a predictable and smooth product launch of new concrete block products.
Given careful handling, the polyurethane wet-cast molds have a service life of 800 to 1,200 molding cycles, according to practical experience. This is shown by the experience gained from thousands of Wasa polyurethane molds supplied all over the world. In this way, lasting competitive advantages, planning reliability and resource savings are achieved for the concrete factory.
Text: David Werning