High-value paving blocks (video)
 Figure: Kost Bet
Figure: Kost Bet
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
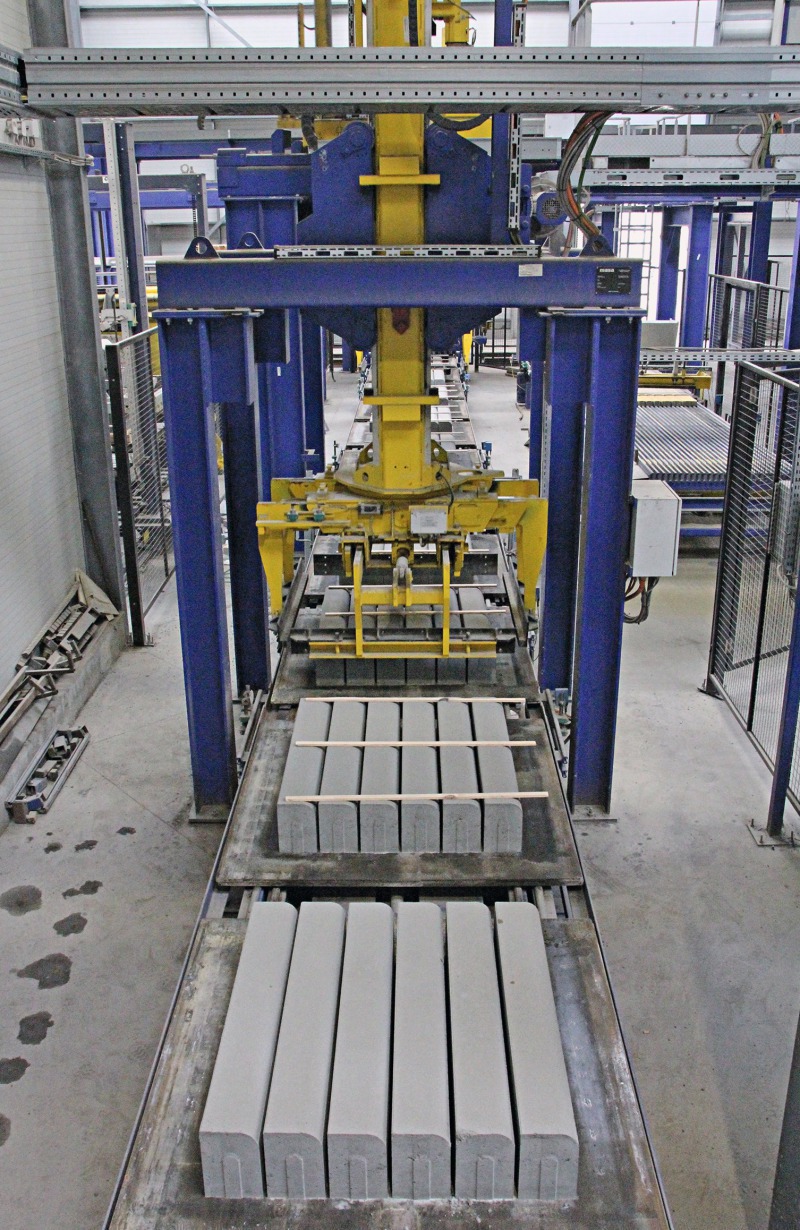 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
Kost Bet has been growing from a small manufacturer of gray paving blocks to a well-established specialist in high-value concrete products, as if in fast motion. Now, the third Masa circulation system was put into operation at the Silesian company. A XL 9.2 block making machine, a paver washing plant with three stations and other special equipment allow for smooth and fast manufacturing of high-quality products.
Poland has been developing enormously since the implementation of the market economy in the 1990s till today. The figures of the last five years alone are impressive: Whereas the long-standing members of the European Union (EU) such as Germany, France or Italy reported just modest growth rates in the years after the global economy and financial crisis, the rates in Poland were over 2 %; outlier was only 2011, the year immediately preceding the European soccer championship in Poland and the Ukraine showed an outstanding growth of 4.5 % and 2013 showing a growth rate of at least 1.7 %.
In 2015, Poland’s gross national product is expected to amount to 427.5 billion euros, with a contribution of Poland’s construction industry accounting for about 7 % or nearly 30 billion euros. With this figures, the country takes a leading position among the Central and Eastern European member states of the EU.
Portfolio of 2,000 items
Kost Bet based in the village of Aleksandria close to the Silesian major city of Katowice (see also Kost Bet – the company, p. 51) has taken part in Poland’s economic upswing. Though the company actually started relatively late in 1998. According to insiders of the sector, much of the market of paving blocks and other concrete products was already divided among some big companies at that time. With entrepreneurial skills and the clear decision in favor of concrete products of a high quality, the brothers Krzysztof and Pawel Matyja, the owners of Kost Bet, however, were able to occupy their niche and to capture the market step by step, starting with the local market in the native Silesia, going ahead nationwide to the south and east of Poland.
The factory premises of Kost Bet covering approx. 10 ha are situated in a wooded area at the outskirts of Aleksandria. The products made by the company are exhibited in a show garden placed directly on the Gos´cinna road (pronounced Goshchina) next to the administration building. The portfolio comprises paving blocks, slabs, garden walls, stair steps, palisades as well as concrete products for road construction. The company’s catalog includes a total of 200 different items, and if the various color shades are taken into account the number even adds up to 2,000 items.
Flexible and fast
Three circulation systems of Masa are used for the production. The last one was only put into operation in 2014. It is placed in a new production hall that was especially built for this purpose. From now on, Kost Bet is going to use this plant for manufacturing all high-value processed products of the huge product range – the gray range is to be manufactured on the other two plants installed in 2008 and 2010.
Two principal requirements were decisive in the selection of the new plant components: Firstly, the circulation system should be equipped with the technology required for a flexible production of as many high-quality products as possible, featuring a wide variety of shapes, sizes and colors and finished in various surface treatments. Secondly, the cycle of the production plates should be as fast as possible, avoiding any unscheduled production down-times on the wet side or dry side.
The circulation system that was finally installed meets the first requirements mentioned, in particular, as a XL 9.2 block making machine with a lot of accessories and a paver washing plant with three stations was used. It meets the second requirements mentioned, among others, by the selection of the block making machine in the “S” version, which is the ”fast” one; moreover, buffers for production plates and transport pallets at several critical points provide for smooth and fast circulation.
Powerful hydraulic system
The Masa block making machine XL 9.2 is the core component of the plant. The machine provides all technical prerequisites for a flexible production of as many different items in a high quality and in a wide variety of sizes, shapes and colors.
It is equipped with a device for spraying oil to the surface of the production plates, thus facilitating the later undamaged removal of the products from the plates. The production plates themselves are extraordinary large at Kost Bet; they have dimensions of 1,400 x 1,400 mm. The block making machine allows a product height of 500 mm.
Large-scale slabs are processed with a smoothing roll, providing them with a prefect surface. The plant is in addition furnished with the colormix unit for the production of colored products.
That the production plates pass the block making machine in a fast and continuous manner is due to the special S package. The very powerful hydraulic system with higher pumping capacity and additional hydraulic accumulator enables a fast and smooth concrete pouring and compacting process.The vibration process is governed by amplitude control and is driven by four independent servo motors with adjustable unbalance. “The plant operator can vary the vibration intensity at any time by simply adjusting the angle of the vibrator weight via the software control, and thus adjusting the unbalance,” states Reinhold Basch, the project manager responsible at Masa. Whereas the vibrator weight would have been adjusted manually in case of frequency control.
An additional servo motor supports the delivery of production plates by means of a V-belt conveyor with integrated lowering device.
The mold changing unit with flange-mounted crane is inside the encasing of the block making machine. It enables to change the molds in an automated and time-saving process. In this way, the operator is able to change from the production of one item to the production of another item fast and conveniently.
Paver washing at three stations
A free lift conveyor is transporting the plates with the fresh concrete products to the paver washing plant. The washing plant is treating the blocks on three stations: On the first station, the plate is lifted at one of its longitudinal sides so as to continue to move through the paver washing plant in an inclined position. The spraying device with nozzles once moves across the entire width of the production plates crosswise to the direction of the plate feed, that is from the highest point of the inclined plate down to the lowest point. The water spray of the nozzles removes the cement slurry from the top of the blocks and exposes the aggregates.
The plates also move through the second station in an inclined position. This time, however, the surface of the blocks is not treated by intensive spraying. At a low pressure, similar to a waterfall, the water from the nozzles is washing out the residues of the cement slurry. On the last station, compressed air finally removes residual cement slurry and water from the surface of the blocks lying on the inclined plates.
„The paver washing plant uses high-pressure and low-pressure nozzles, using a maximum pressure of 10 bars in the high-pressure range and 3 bars in the low-pressure range,“ states Basch, the project manager of Masa. „In addition, the paver washing plant is equipped with a splash water tank, washing fine cement slurries out of the block pores by means of a water curtain.“ He added that the adjustable pressure, the flow rate and the cycle time may have an impact on the washing result.
Buffer finger car gains time
After the surface treatment through the paver washing plant, the wet side ends at the lifting unit installed at the entrance to the curing chamber. The lifting unit has a capacity of 16 t in total with a maximum of 22 racks to accommodate one production plate each. The height of each rack is limited to 320 mm – for higher products just a fewer number of racks is used accordingly.
A finger car removes the up to 22 plates carrying the fresh concrete products from the lifting unit for transporting them into the 16 chambers of the curing system. Each chamber is able to accommodate a maximum of 308 plates.
After curing, the finger car removes the plates carrying the concrete products from the storage location in the chamber for transporting them to the dry side of the circulation through the lock. There, an additional buffer finger car is positioned in front of the lowering unit. Both buffer finger car and lowering unit also have 22 racks each. If not all plates with the concrete products stored in the lowering unit have been transferred to the free lift conveyor installed outside the chamber, and it therefore cannot take up new plates from the finger car, then a finger car moves in the buffer finger car for transfer. The buffer finger car moves in the lowering unit, filling it up again, only after the lowering unit in turn has transferred the last plate of concrete products to the free lift conveyor in front of the lock.
Buffer for transport pallets and plates
Hence, the buffer finger car gains a time buffer for the finger car as it can work again at the lock of the wet side taking up plates, for example. In this way, there are no production down-times on the dry side even if, for instance, the mold is changed in the block making machine.
A device for four-sided product centering is placed upstream the curing chamber on the dry side. This device releases the concrete products from the production plates, pushing them close together on the same in preparation for cubing.
Finally, the Masa Cuboter of the cubing system lifts the concrete products from the plates. This device puts the products layer by layer combined to a cube onto the transport pallet which is provided from the transport pallet storage. The cubes are strapped, and then the free lift conveyor carries them out of the building, where they are received by the fork-lift truck for transporting them to their respective storage areas in the open-air storage. At the same time, the production plates are transferred by the cubing unit to the buffer, from where they are returned to the beginning of the circulation system by means of a cross transport device.





